Manejo del compás
El compás es un instrumento utilizado para el trazo de círculos y arcos, tanto a lápiz como a tinta. Los compases para divisiones se parecen al compás común, sólo que los primeros tienen las dos puntas de metal. Se utilizan para tomar medidas, para transportar medias o para dividir líneas. El dibujo se puede realizar mejor si se cubre la superficie de trabajo con una hoja de papel grueso y si tenemos a nuestro alcance todos los materiales y equipos que se vayan a utilizar. La razón por la que se recomienda el uso del papel grueso como cubierta se debe al hecho de que la madera de la tabla de dibujo o del restirador puede tener pequeñas perforaciones o rugosidades en la superficie, debidas a las vetas de la madera. Esta cubierta de papel proporcionará una superficie de trabajo suave y sin irregularidades. Cuando se coloque la cubierta de papel sobre el restirador, hay que asegurarse de que ésta no cubra el borde por el que corre la cabeza de la regla que generalmente es el borde izquierdo del estirador. Monografía enviada por: Julián Tiburcio G. País: República Dominicana
Manejo del compás
Para trazar una circunferencia:
- Se comienza por marcar el centro mediante dos trazos en cruz
- A partir de éste punto, se mide con la regla la distancia del radio, señalándolo con una marca suave
- Se coloca la aguja del compás en el punto central y se abre hasta la marca que indica el radio
- Se sujeta el compás por la parte superior o mango, haciéndolo girar entre los dedos pulgar e índice
- Se traza la circunferencia comenzando por la parte inferior y haciendo girar el instrumento en el sentido de las agujas del reloj
- Al trazar, se inclina el compás ligeramente hacia delante
EL CÍRCULO
Para estudiar el círculo, primero debemos diferenciar entre círculo y circunferencia.
La circunferencia es una línea cerrada y plana que tiene la propiedad que todos sus puntos están a igual distancia del centro (O).
El cí Recordemos ahora, los elementos de la circunferencia. circulo es la parte del plano limitada por la circunferencia. El círculo es una región interior.
Para estudiar el círculo, primero debemos diferenciar entre círculo y circunferencia.
La circunferencia es distancia del centro (O).una línea cerrada y plana que tiene la
propiedad que todos sus puntos están a igual
El círculo es la parte del plano limitada por la circunferencia. El círculo es una región interior.
Recordemos ahora, los elementos de la circunferencia.
TRAZO DEL CÍRCULO. USO DEL COMPÁS
El instrumento útil para trazar circunferencias, y por supuesto círculos, es el compás.
Un compás está formado por dos varillas unidas en uno de sus extremos por un elemento móvil que permite que estas se abran o se cierren.
Una de las varillas termina en una punta fina metálica, que permite fijar el compás en el papel. La otra varilla termina generalmente en un grafito de lápiz que permite marcar sobre el papel.
La abertura del compás determina la longitud del radio y por consiguiente el tamaño del círculo.
Para trazar una circunferencia procedemos así:
- Definimos la longitud del radio: por ejemplo 2 cm y abrimos el compás con esta medida.
- Ubicamos el punto que será el centro de la circunferencia.
- Situamos la punta fina metálica en este punto, haciendo una ligera presión para fijar.
- Damos la vuelta completa al compás para que la punta de grafito trace la circunferencia.
TRAZO DE LA BISECTRIZ DE UN ÁNGULO. USO DEL COMPÁS
Conozcamos en primer lugar, ¿cuál es la bisectriz de un ángulo?
La bisectriz de un ángulo es la semirrecta que tiene origen en el vértice del ángulo y divide a éste en dos ángulos iguales.
La bisectriz de un ángulo se puede trazar con ayuda del compás; para hacerlo se procede de la siguiente manera:
a) Con el compás, se hace centro en el vértice del ángulo y se traza un arco de circunferencia que corte los lados del ángulo en los puntos A y B. (gráfico izq.)
b) Se traza dos nuevos arcos de circunferencia, haciendo centro en los puntos A y B y con la misma o mayor abertura del compás que se aplicó para trazar el primer arco. (gráfico der.)
Los dos nuevos arcos deben cortarse en el punto P.
La recta que partiendo de O y cruza por el punto P es la bisectriz del ángulo BOA.
Por Harry Wicks
Una de las primeras cosas que aprende un carpintero principiante es que todas las piezas de madera usadas en un trabajo deben alisarse para que queden planas y a escuadra (a no ser, claro está, que se requiera otra forma). Si usted comienza un trabajo asegurándose primero de que las tablas estén rectas ya escuadra, tendrá menos problemas posteriormente (al disponer las piezas). Los profesionales siempre comienzan probando la madera que van a usar (se trata de un hábito que usted también debiera adquirir).
El ángulo usado con mayor frecuencia en la carpintería es el ángulo recto básico 90°. Para ayudarlo a formar ángulos rectos perfectos, hay tres tipos de escuadras: la escuadra de cartabón,
Una de las primeras cosas que aprende un carpintero principiante es que todas las piezas de madera usadas en un trabajo deben alisarse para que queden planas y a escuadra (a no ser, claro está, que se requiera otra forma). Si usted comienza un trabajo asegurándose primero de que las tablas estén rectas ya escuadra, tendrá menos problemas posteriormente (al disponer las piezas). Los profesionales siempre comienzan probando la madera que van a usar (se trata de un hábito que usted también debiera adquirir).
El ángulo usado con mayor frecuencia en la carpintería es el ángulo recto básico 90°. Para ayudarlo a formar ángulos rectos perfectos, hay tres tipos de escuadras: la escuadra de cartabón, la combinación de inglete y la de acero. El trabajo a realizar determinará el tipo de escuadra que deberá utilizar. Para transferir ángulos especiales, existe la falsa escuadra "T", la que no debe faltar en su taller. La escuadra de acero, que no se muestra, es grande y plana. Esta escuadra de acero, llamada a menudo escuadra para enmarcar, tiene muchas graduaciones y su forma es de ángulo recto. Discutiremos más esta escuadra en una próxima columna.
La escuadra de cartabón tiene un resistente mango de metal y de madera que se ha concebido para servir como guía de ángulo recto. La hoja tiene graduaciones en pulgadas y fracciones de pulgadas. Por lo general se usa la escuadra de cartabón para estas tres labores:
Comprobar una superficie o borde para determinar si tiene un espesor idéntico a todo su largo
Comprobar un borde o superficie para determinar si está a escuadra con la superficie o el borde adyacente.
Actuar como guía para marcar una línea en ángulo recto con respecto a un borde o superficie.
La escuadra de combinación es una herramienta que combina las mejores características de las otras escuadras. Además del ángulo de 90°, la cabeza tiene una forma que produce un ángulo exacto de 45° también. Además la cabeza se puede desplazar a lo largo de la hoja, lo que le permite desplazar el instrumento como medidor para marcar. Otras ventajas de una escuadra de combinación de buena calidad, son un nivel de burbuja y un marcador de metal o madera dura.
La escuadra de combinación es la primera que debe usted comprar.
Posiblemente la segunda es la falsa escuadra "T". Esta herramienta consiste en una hoja de 6 a 12" (15.24 a 30.48 cms.) de largo con una punta biselada de 45° en un extremo. El otro extremo está introducido en un mango de metal o de madera equipado con un tornillo manual para asegurar la hoja dondequiera que uno lo desee. La falsa escuadra resulta especialmente útil cuando hay que cortar una tabla para utilizar en un ángulo existente.
Tres tipos de escuadra que debe tener en su taller casero: 1. La escuadra de car1abón se usa comúnmente para trabajos en el banco. 2. La escuadra de combinación es una herramienta muy útil que combina varias funciones. 3. La falsa escuadra "T" le permitirá transferir ángulos con
Los bordes deben estar absolutamente a escuadra en todos las tablas que se han de unir por los bordes. Utilice una escuadra de cartabón o de combinación para asegurarse de que esto sea así
La escuadra de combinación viene con un ángulo exacto de 45° en su cabeza. Utilícela como se muestra en la ilustración, para trazar el ángulo
lunes, 21 de abril de 2008
miércoles, 9 de abril de 2008
VISTAS (DESCRIPCION GENERAL)
DESCRIPCION DE LA FORMA POR MEDIO DE VISTAS
 Cuando observamos objetos, por lo general, distinguimos tres dimensiones; con anchura, profundidad, y altura o con longitud, (anchura) y altura, dependiendo de la forma y proporcion del objeto.
Cuando observamos objetos, por lo general, distinguimos tres dimensiones; con anchura, profundidad, y altura o con longitud, (anchura) y altura, dependiendo de la forma y proporcion del objeto.
Las formas esfericas, como la pelota de basquetbol, se describen con un solo termino al indicarse que tienen cierto diametro. Las formas cilindricas, como un bate de beisbol, tienen diametro y longitud. Sin embargo, un disco de hockey tiene diametro y espesor (dos terminos).
Se requieren tres terminos para describir los objetos que no son esfericos 0 cilindricos. Los terminos que se utilizarian para describir un automovil probablemente sean longitud, ancho y altura; para un archivero, anchura, altura y profunclidad; para una hoja de papel de dibujo, longitud, ancho y espesor. Los terminos empleados son intercambiables de acuerdo con las proporciones del objeto descrito y con la posicion que tiene cuando se le observa. Por ejemplo, se diria que un tubo hidraulico tendido en el suelo tiene diametro y longitud, pero si se coloca en posicion vertical, sus dimensiones son diametro y altura.
En general, las distancias de izquierda a derecha se conocen como ancho 0 longitud; Ias de frente hacia atras, como profundidad 0 ancho y las distancias verticales, excepto cuando son muy pequeiias en relacion con las otras, como altura.
En los dibujos, la forma de muchas dimensiones se representa con una o varias vistas sobre la superficie plana del papel de dibujo.

DIBUJOS PICTORICOS
En los dibujos pictoricos, se representa la forma con una sola vista, a menudo se utilizan con propositos ilustrativos, asi como en planos de instalacion y mantenimiento y en proyectos de "hagalo usted mismo" para el publico en general. Sin embargo, la mayor parte de los objetos manufacturados en la industria son de formas y detalles demasiado complicados como para que
puedan describirse en forma adecuada con un dibujo pictorico.
 DIBUJOS EN PROYECCION ORTOGRAFICA (ORTOGONALES)
DIBUJOS EN PROYECCION ORTOGRAFICA (ORTOGONALES)
Las vistas ortograficas se utilizan en el dibujo tecnico para dcscribir de manera integra y exacta las formas de los objetos. La palabra "ortografica" se deriva de dos palabras griegas; orto, que significa bien, correcto, en angulo recto; y grados, escribir 0 describir con lineas de dibujo.
Una vista ortografica es la que se observa al mirar en forma directa un lado o "cara" de un objeto. Cuando se observa directamente la cara frontal, se distinguen: ancho y altura, dos dimensiones; pero no la tercera dimension, profundidad. Cada vista ortografica proporciona dos de las tres dimensiones principales.

DIBUJOS DE UNA VISTA
Con algunos objetos, como plantillas planas y partes cuya forma fundamental es cilindrica, se requiere solo de una vista ortografica. La tercera dimension, el espesor, puede expresarse con una nota 0 con palabras 0 simbolos deseriptivos, p. ej., 0, /, HEX, 0 A/F.
 DIBUJOS DE DOS VISTAS
DIBUJOS DE DOS VISTAS
Con frecuencia solo se necesitan dos vistas para describir la forma de un objeto. Por esta razon, algunos dibujos consisten unicamente en vistas frontal y superior, o vistas frontal y lateral derecha.
Por lo regular, dos vistas son suficientes para ilustrar por completo la forma de los objetos cilindricos; si se usan tres vistas, dos de ellas seran identicas 0 casi identicas, dependiendo de los detalles estructurales de la pieza.


DIBUJOS CON VISTAS MULTIPLES
Excepto para objetos complejos de forma irregular, pocas veces es necesario dibujar mas de tres vistas. Cada vista representa un lado o cara diferente del objeto, don de las vistas se proyectan una a otra y se ordenan de manera sistematica; de aqui el termino "proyeccion ortografica".
Los principios de la proyeccion ortografica pueden aplicarse en cuatro "cuadrantes" o sistemas diferentes; primero, segundo, tercero y cuarto cuadrantes de proyeccion.

Solo se usan dos sistemas, las proyecciones en el primer y en el tercer cuadrantes. La proyeccion en el tercer cuadrante se utiliza en Canada, Estados Unidos y en muchos paises del mundo. La proyeccion en el primer cuadrante se utiliza principalmente en los paises de Europa y Asia. La regla fundamental de la proyeccion en el tercer cuadrante es esta: toda vista es una imagen de la superficie mas cercana a ella en una vista adyacente. Aplicando esta regia, la vista superior se coloca encima de la vista frontal, la vista lateral derecha se encuentra a la derecha de la vista frontal, etc.
SELECCION DE VISTAS
Muchas piezas mecanicas no tienen un "frente" 0 un "lado" o una "tapa" definidas, a diferencia de objetos como refrigeradores, escritorios o casas; y sus formas varian de lo simple a lo complejo. En estos casos debe decidirse cuantas y cuales vistas se dibujaran. A continuacion siguen algunas reglas basicas.
1. Dibuje las vistas que sean necesarias para describir por completo la forma.
2. Por lo regular, la vista frontal es la "clave"; muestra el ancho o la longitud del objeto y proporciona la mayor informacion sobre su forma. Si la dimension mas grande se dibuja en posicion horizontal, el objeto se vera balanceado.
3. Escoja aquellas vistas que hagan "visibles" los detalles caracteristicos del objeto, para evitar el uso excesivo de lineas para detalles "ocultos".

TERMINOS DE LAS SUPERFICIES
Cuando se describe la forma de un objeto, con frecuencia se hace referencia al tipo de superficies del objeto en relacion con los tres planos principales de vision; plano horizontal, vertical y de perfil. Estas superficies pueden identificarse de la siguiente manera:
Paralelas: Superficies planas que son paralelas a los tres planos principales de vision.
Ocultas: Superficies que estan ocultas en uno o mas de los planos de referencia.
Inclinadas: Superficies planas que estan inclinadas en un plano y son paralelas a los otros dos planos.
Oblicuas: Superficies planas que estan inclinadas en los tres planos de referencia.
Circulares: Superficies que tienen diametro o radio.
Tomado de: FUNDAMENTOS DE DIBUJO (Jensen, Mason)
PUBLICADO POR: ROBERT RIOS VELASQUEZ

Las formas esfericas, como la pelota de basquetbol, se describen con un solo termino al indicarse que tienen cierto diametro. Las formas cilindricas, como un bate de beisbol, tienen diametro y longitud. Sin embargo, un disco de hockey tiene diametro y espesor (dos terminos).
Se requieren tres terminos para describir los objetos que no son esfericos 0 cilindricos. Los terminos que se utilizarian para describir un automovil probablemente sean longitud, ancho y altura; para un archivero, anchura, altura y profunclidad; para una hoja de papel de dibujo, longitud, ancho y espesor. Los terminos empleados son intercambiables de acuerdo con las proporciones del objeto descrito y con la posicion que tiene cuando se le observa. Por ejemplo, se diria que un tubo hidraulico tendido en el suelo tiene diametro y longitud, pero si se coloca en posicion vertical, sus dimensiones son diametro y altura.
En general, las distancias de izquierda a derecha se conocen como ancho 0 longitud; Ias de frente hacia atras, como profundidad 0 ancho y las distancias verticales, excepto cuando son muy pequeiias en relacion con las otras, como altura.
En los dibujos, la forma de muchas dimensiones se representa con una o varias vistas sobre la superficie plana del papel de dibujo.

DIBUJOS PICTORICOS
En los dibujos pictoricos, se representa la forma con una sola vista, a menudo se utilizan con propositos ilustrativos, asi como en planos de instalacion y mantenimiento y en proyectos de "hagalo usted mismo" para el publico en general. Sin embargo, la mayor parte de los objetos manufacturados en la industria son de formas y detalles demasiado complicados como para que
puedan describirse en forma adecuada con un dibujo pictorico.
 DIBUJOS EN PROYECCION ORTOGRAFICA (ORTOGONALES)
DIBUJOS EN PROYECCION ORTOGRAFICA (ORTOGONALES)Las vistas ortograficas se utilizan en el dibujo tecnico para dcscribir de manera integra y exacta las formas de los objetos. La palabra "ortografica" se deriva de dos palabras griegas; orto, que significa bien, correcto, en angulo recto; y grados, escribir 0 describir con lineas de dibujo.
Una vista ortografica es la que se observa al mirar en forma directa un lado o "cara" de un objeto. Cuando se observa directamente la cara frontal, se distinguen: ancho y altura, dos dimensiones; pero no la tercera dimension, profundidad. Cada vista ortografica proporciona dos de las tres dimensiones principales.

DIBUJOS DE UNA VISTA
Con algunos objetos, como plantillas planas y partes cuya forma fundamental es cilindrica, se requiere solo de una vista ortografica. La tercera dimension, el espesor, puede expresarse con una nota 0 con palabras 0 simbolos deseriptivos, p. ej., 0, /, HEX, 0 A/F.
 DIBUJOS DE DOS VISTAS
DIBUJOS DE DOS VISTASCon frecuencia solo se necesitan dos vistas para describir la forma de un objeto. Por esta razon, algunos dibujos consisten unicamente en vistas frontal y superior, o vistas frontal y lateral derecha.
Por lo regular, dos vistas son suficientes para ilustrar por completo la forma de los objetos cilindricos; si se usan tres vistas, dos de ellas seran identicas 0 casi identicas, dependiendo de los detalles estructurales de la pieza.

DIBUJOS CON VISTAS MULTIPLES
Excepto para objetos complejos de forma irregular, pocas veces es necesario dibujar mas de tres vistas. Cada vista representa un lado o cara diferente del objeto, don de las vistas se proyectan una a otra y se ordenan de manera sistematica; de aqui el termino "proyeccion ortografica".
Los principios de la proyeccion ortografica pueden aplicarse en cuatro "cuadrantes" o sistemas diferentes; primero, segundo, tercero y cuarto cuadrantes de proyeccion.

Solo se usan dos sistemas, las proyecciones en el primer y en el tercer cuadrantes. La proyeccion en el tercer cuadrante se utiliza en Canada, Estados Unidos y en muchos paises del mundo. La proyeccion en el primer cuadrante se utiliza principalmente en los paises de Europa y Asia. La regla fundamental de la proyeccion en el tercer cuadrante es esta: toda vista es una imagen de la superficie mas cercana a ella en una vista adyacente. Aplicando esta regia, la vista superior se coloca encima de la vista frontal, la vista lateral derecha se encuentra a la derecha de la vista frontal, etc.
SELECCION DE VISTAS
Muchas piezas mecanicas no tienen un "frente" 0 un "lado" o una "tapa" definidas, a diferencia de objetos como refrigeradores, escritorios o casas; y sus formas varian de lo simple a lo complejo. En estos casos debe decidirse cuantas y cuales vistas se dibujaran. A continuacion siguen algunas reglas basicas.
1. Dibuje las vistas que sean necesarias para describir por completo la forma.
2. Por lo regular, la vista frontal es la "clave"; muestra el ancho o la longitud del objeto y proporciona la mayor informacion sobre su forma. Si la dimension mas grande se dibuja en posicion horizontal, el objeto se vera balanceado.
3. Escoja aquellas vistas que hagan "visibles" los detalles caracteristicos del objeto, para evitar el uso excesivo de lineas para detalles "ocultos".

TERMINOS DE LAS SUPERFICIES
Cuando se describe la forma de un objeto, con frecuencia se hace referencia al tipo de superficies del objeto en relacion con los tres planos principales de vision; plano horizontal, vertical y de perfil. Estas superficies pueden identificarse de la siguiente manera:
Paralelas: Superficies planas que son paralelas a los tres planos principales de vision.
Ocultas: Superficies que estan ocultas en uno o mas de los planos de referencia.
Inclinadas: Superficies planas que estan inclinadas en un plano y son paralelas a los otros dos planos.
Oblicuas: Superficies planas que estan inclinadas en los tres planos de referencia.
Circulares: Superficies que tienen diametro o radio.
Tomado de: FUNDAMENTOS DE DIBUJO (Jensen, Mason)
PUBLICADO POR: ROBERT RIOS VELASQUEZ
martes, 8 de abril de 2008
NORMAS DE ACOTADO
GENERALIDADES, ELEMENTOS Y CLASIFICACIÓN DE LAS COTAS
GENERALIDADES
La acotación es el proceso de anotar, mediante líneas, cifras, signos y símbolos, las mediadas de un objeto, sobre un dibujo previo del mismo, siguiendo una serie de reglas y convencionalismos, establecidos mediante normas. La acotación es el trabajo más complejo del dibujo técnico, ya que para una correcta acotación de un dibujo, es necesario conocer, no solo las normas de acotación, sino también, el proceso de fabricación de la pieza, lo que implica un conocimiento de las máquinas-herramientas a utilizar para su mecanizado. Para una correcta acotación, también es necesario conocer la función adjudicada a cada dibujo, es decir si servirá para fabricar la pieza, para verificar las dimensiones de la misma una vez fabricada, etc.. Por todo ello, aquí daremos una serie de normas y reglas, pero será la práctica y la experiencia la que nos conduzca al ejercicio de una correcta acotación.
PRINCIPIOS GENERALES DE ACOTACIÓN
Con carácter general se puede considerar que el dibujo de una pieza o mecanismo, está correctamente acotado, cuando las indicaciones de cotas utilizadas sean las mínimas, suficientes y adecuadas, para permitir la fabricación de la misma. Esto se traduce en los siguientes principios generales:
1.
Una cota solo se indicará una sola vez en un dibujo, salvo que sea indispensable repetirla.
2.
No debe omitirse ninguna cota.
3.
Las cotas se colocarán sobre las vistas que representen más claramente los elementos correspondientes.
4.
Todas las cotas de un dibujo se expresarán en las mismas unidades, en caso de utilizar otra unidad, se expresará claramente, a continuación de la cota.
5.
No se acotarán las dimensiones de aquellas formas, que resulten del proceso de fabricación.
6.
Las cotas se situarán por el exterior de la pieza. Se admitirá el situarlas en el interior, siempre que no se pierda claridad en el dibujo.
7.
No se acotará sobre aristas ocultas, salvo que con ello se eviten vistas adicionales, o se aclare sensiblemente el dibujo. Esto siempre puede evitarse utilizando secciones.
8.
Las cotas se distribuirán, teniendo en cuenta criterios de orden, claridad y estética.
9.
Las cotas relacionadas. como el diámetro y profundidad de un agujero, se indicarán sobre la misma vista.
10.
Debe evitarse, la necesidad de obtener cotas por suma o diferencia de otras, ya que puede implicar errores en la fabricación.
ELEMENTOS QUE INTERVIENEN EN LA ACOTACIÓN
En el proceso de acotación de un dibujo, además de la cifra de cota, intervienen líneas y símbolos, que variarán según las características de la pieza y elemento a acotar. Todas las líneas que intervienen en la acotación, se realizarán con el espesor más fino de la serie utilizada. Los elementos básicos que intervienen en la acotación son:
Líneas de cota: Son líneas paralelas a la superficie de la pieza objeto de medición.Cifras de cota: Es un número que indica la magnitud. Se sitúa centrada en la línea de cota. Podrá situarse en medio de la línea de cota, interrumpiendo esta, o sobre la misma, pero en un mismo dibujo se seguirá un solo criterio.Símbolo de final de cota: Las líneas de cota serán terminadas en sus extremos por un símbolo, que podrá ser una punta de flecha, un pequeño trazo oblicuo a 45º o un pequeño círculo. Líneas auxiliares de cota: Son líneas que parten del dibujo de forma perpendicular a la superficie a acotar, y limitan la longitud de las líneas de cota. Deben sobresalir ligeramente de las líneas de cota, aproximadamente en 2 mm. Excepcionalmente, como veremos posteriormente, pueden dibujarse a 60º respecto a las líneas de cota.
Líneas de referencia de cota: Sirven para indicar un valor dimensional, o una nota explicativa en los dibujos, mediante una línea que une el texto a la pieza. Las líneas de referencia, terminarán:En flecha, las que acaben en un contorno de la pieza.En un punto, las que acaben en el interior de la pieza.Sin flecha ni punto, cuando acaben en otra línea.La parte de la línea de referencia don se rotula el texto, se dibujará paralela al elemento a acotar, si este no quedase bien definido, se dibujará horizontal, o sin línea de apoyo para el texto.
Símbolos: En ocasiones, a la cifra de cota le acompaña un símbolo indicativo de características formales de la pieza, que simplifican su acotación, y en ocasiones permiten reducir el número de vistas necesarias, para definir la pieza. Los símbolos más usuales son:
CLASIFICACIÓN DE LAS COTAS
Existen diferentes criterios para clasificar las cotas de un dibujo, aquí veremos dos clasificaciones que considero básicas, e idóneas para quienes se inician en el dibujo técnico.
En función de su importancia, las cotas se pueden clasificar en:Cotas funcionales (F): Son aquellas cotas esenciales, para que la pieza pueda cumplir su función. Cotas no funcionales (NF): Son aquellas que sirven para la total definición de la pieza, pero no son esenciales para que la pieza cumpla su función.Cotas auxiliares (AUX): También se les suele llamar "de forma". Son las cotas que dan las medidas totales, exteriores e interiores, de una pieza. Se indican entre paréntesis. Estas cotas no son necesarias para la fabricación o verificación de las piezas, y pueden deducirse de otras cotas.
En función de su cometido en el plano, las cotas se pueden clasificar en:Cotas de dimensión (d): Son las que indican el tamaño de los elementos del dibujo (diámetros de agujeros, ancho de la pieza, etc.).Cotas de situación (s): Son las que concretan la posición de los elementos de la pieza.
PRESENTADO POR
JUAN MANUEL PAIPILLA
JOSE DIONISIO
GENERALIDADES
La acotación es el proceso de anotar, mediante líneas, cifras, signos y símbolos, las mediadas de un objeto, sobre un dibujo previo del mismo, siguiendo una serie de reglas y convencionalismos, establecidos mediante normas. La acotación es el trabajo más complejo del dibujo técnico, ya que para una correcta acotación de un dibujo, es necesario conocer, no solo las normas de acotación, sino también, el proceso de fabricación de la pieza, lo que implica un conocimiento de las máquinas-herramientas a utilizar para su mecanizado. Para una correcta acotación, también es necesario conocer la función adjudicada a cada dibujo, es decir si servirá para fabricar la pieza, para verificar las dimensiones de la misma una vez fabricada, etc.. Por todo ello, aquí daremos una serie de normas y reglas, pero será la práctica y la experiencia la que nos conduzca al ejercicio de una correcta acotación.
PRINCIPIOS GENERALES DE ACOTACIÓN
Con carácter general se puede considerar que el dibujo de una pieza o mecanismo, está correctamente acotado, cuando las indicaciones de cotas utilizadas sean las mínimas, suficientes y adecuadas, para permitir la fabricación de la misma. Esto se traduce en los siguientes principios generales:
1.
Una cota solo se indicará una sola vez en un dibujo, salvo que sea indispensable repetirla.
2.
No debe omitirse ninguna cota.
3.
Las cotas se colocarán sobre las vistas que representen más claramente los elementos correspondientes.
4.
Todas las cotas de un dibujo se expresarán en las mismas unidades, en caso de utilizar otra unidad, se expresará claramente, a continuación de la cota.
5.
No se acotarán las dimensiones de aquellas formas, que resulten del proceso de fabricación.
6.
Las cotas se situarán por el exterior de la pieza. Se admitirá el situarlas en el interior, siempre que no se pierda claridad en el dibujo.
7.
No se acotará sobre aristas ocultas, salvo que con ello se eviten vistas adicionales, o se aclare sensiblemente el dibujo. Esto siempre puede evitarse utilizando secciones.
8.
Las cotas se distribuirán, teniendo en cuenta criterios de orden, claridad y estética.
9.
Las cotas relacionadas. como el diámetro y profundidad de un agujero, se indicarán sobre la misma vista.
10.
Debe evitarse, la necesidad de obtener cotas por suma o diferencia de otras, ya que puede implicar errores en la fabricación.
ELEMENTOS QUE INTERVIENEN EN LA ACOTACIÓN
En el proceso de acotación de un dibujo, además de la cifra de cota, intervienen líneas y símbolos, que variarán según las características de la pieza y elemento a acotar. Todas las líneas que intervienen en la acotación, se realizarán con el espesor más fino de la serie utilizada. Los elementos básicos que intervienen en la acotación son:
Líneas de cota: Son líneas paralelas a la superficie de la pieza objeto de medición.Cifras de cota: Es un número que indica la magnitud. Se sitúa centrada en la línea de cota. Podrá situarse en medio de la línea de cota, interrumpiendo esta, o sobre la misma, pero en un mismo dibujo se seguirá un solo criterio.Símbolo de final de cota: Las líneas de cota serán terminadas en sus extremos por un símbolo, que podrá ser una punta de flecha, un pequeño trazo oblicuo a 45º o un pequeño círculo. Líneas auxiliares de cota: Son líneas que parten del dibujo de forma perpendicular a la superficie a acotar, y limitan la longitud de las líneas de cota. Deben sobresalir ligeramente de las líneas de cota, aproximadamente en 2 mm. Excepcionalmente, como veremos posteriormente, pueden dibujarse a 60º respecto a las líneas de cota.
Líneas de referencia de cota: Sirven para indicar un valor dimensional, o una nota explicativa en los dibujos, mediante una línea que une el texto a la pieza. Las líneas de referencia, terminarán:En flecha, las que acaben en un contorno de la pieza.En un punto, las que acaben en el interior de la pieza.Sin flecha ni punto, cuando acaben en otra línea.La parte de la línea de referencia don se rotula el texto, se dibujará paralela al elemento a acotar, si este no quedase bien definido, se dibujará horizontal, o sin línea de apoyo para el texto.
Símbolos: En ocasiones, a la cifra de cota le acompaña un símbolo indicativo de características formales de la pieza, que simplifican su acotación, y en ocasiones permiten reducir el número de vistas necesarias, para definir la pieza. Los símbolos más usuales son:
CLASIFICACIÓN DE LAS COTAS
Existen diferentes criterios para clasificar las cotas de un dibujo, aquí veremos dos clasificaciones que considero básicas, e idóneas para quienes se inician en el dibujo técnico.
En función de su importancia, las cotas se pueden clasificar en:Cotas funcionales (F): Son aquellas cotas esenciales, para que la pieza pueda cumplir su función. Cotas no funcionales (NF): Son aquellas que sirven para la total definición de la pieza, pero no son esenciales para que la pieza cumpla su función.Cotas auxiliares (AUX): También se les suele llamar "de forma". Son las cotas que dan las medidas totales, exteriores e interiores, de una pieza. Se indican entre paréntesis. Estas cotas no son necesarias para la fabricación o verificación de las piezas, y pueden deducirse de otras cotas.
En función de su cometido en el plano, las cotas se pueden clasificar en:Cotas de dimensión (d): Son las que indican el tamaño de los elementos del dibujo (diámetros de agujeros, ancho de la pieza, etc.).Cotas de situación (s): Son las que concretan la posición de los elementos de la pieza.
PRESENTADO POR
JUAN MANUEL PAIPILLA
JOSE DIONISIO
domingo, 6 de abril de 2008
LINEAS
ACOTAMIENTO
Cuando se representa un objeto a escala es imprescindible utilizar determinadas líneas auxiliares para indicar distancias entre determinados puntos o elementos del objeto dibujado. Estas líneas especiales se denominan líneas de cota y la distancia que representan es la cota, en resumen, acotar es determinar las distancias existentes entre diversos puntos de un dibujo, utilizando líneas de cota.
El valor de un dibujo depende de las cotas utilizadas en él. Mediante las cotas obtenemos la descripción del objeto dibujado: sus dimensiones y su forma. Para poder acotar es necesario conocer diversas técnicas y simbologías; a saber:
Las líneas de cota deben ser de trazos finos y terminadas, generalmente, en puntas de flecha que se acostumbra dibujar cuidadosamente y a mano alzada. La punta de la flecha puede ser rellena o sin rellenar.
El valor numérico de la cota, es decir, el número que mide la distancia existente entre dos puntos determinados del dibujo, debe colocarse, siempre que sea posible, en la mitad de la línea de cota.
Las líneas de cota deben colocarse en forma ordenada, en partes visibles y que no interfieran con el dibujo, de manera que se facilite su interpretación.
Entre una línea de cota y una arista del dibujo debe mantenerse una distancia mínima de 10 mm.
Para acotar el diámetro de una circunferencia debe agregársele, al valor numérico de la cota, el símbolo O.
Para acotar el radio de una circunferencia debe agregársele, al valor numérico de la cota, el símbolo r. La línea de cota sólo lleva una punta de flecha.
Para acotar entre ejes de figuras éstos se prolongan a manera de que sirvan como líneas auxiliares de cota.
Para acotar internamente se pueden utilizar las propias aristas del dibujo como líneas auxiliares de cota.
Para acotar ángulos frecuentemente es necesario trazar una línea auxiliar de cota que sirva como uno de los lados del ángulo. La línea de cota debe ser un arco de circunferencia.
LÍNEAS CONVENCIONALES USADAS EN EL DIBUJO TÉCNICO
En el dibujo, las líneas tienen que ser claras y definidas, con el fin de lograr un trabajo con buena presentación y con una disposición perfecta. Las líneas, al igual que su espesor, estarán en función directa de lo que represente el dibujo.
Clasificación de las líneas
Las líneas se clasifican según su forma, su posición en el espacio y la relación que guardan entre sí.
Recta
Curva
Según su forma: Quebrada
Mixta
Según su Vertical
posición en el espacio: Horizontal
Inclinada
Paralelas
Oblicuas
Según la relación Convergentes
que guardan entre sí: Divergentes
Perpendiculares
Según su forma
-Línea Recta: Son todas aquellas líneas en que todos sus puntos van en una misma dirección.
-Línea Curva: Son las líneas que están constituidas en forma curva; pero a su vez sus puntos van en direcciones diferentes.
-Línea Quebrada: Esta línea está formada por diferentes rectas a su vez que se cortan entre sí y llevan direcciones diferentes.
-Línea Mixta: Está formada por líneas rectas y curvas que a su vez llevan direcciones diferentes.
Según su posición en el espacio
-Línea Vertical: Es la línea recta perpendicular al horizonte.
-Línea Horizontal: Es la línea que corresponde al nivel del agua cuando esta se encuentra en reposo.
-Línea Inclinada: Es la línea que desiste de su posición vertical y horizontal y presenta un extremo inclinado hacia uno de sus lados.
Según la relación que guardan entre sí
-Líneas Paralelas: Son dos o más líneas que estando en un mismo plano jamás llegan a unirse al proyectarse sus extremos.
-Línea Oblicua: Es la línea que se encuentra con la horizontal formando un ángulo que no es recto.
-Líneas Convergentes: Son líneas que partiendo de puntos diferentes se unen en otro al proyectar sus extremos.
-Líneas Divergentes: Son las líneas que parten de un mismo punto y al proyectar sus extremos se separan en direcciones diferentes.
-Línea Perpendicular: Es la línea que se encuentra con la horizontal formando un ángulo recto.
Líneas que se emplean en el Dibujo Técnico
-Línea Llena y Gruesa: Para destacar aristas visibles de cuerpos y contornos.
-Línea Llena y Delgada: Línea de cota y auxiliares de cotas (para señalar diferentes longitudes).
-Línea de Trazos Cortos: Para aristas y contornos ocultos (no visibles).
-Línea de Trazos y Puntos: Se utiliza para líneas de ejes y centrales. Esta línea debe comenzar y terminar en trazos.
-Línea a mano alzada: Se utiliza para indicar roturas en metales, piedras y madera.
-Línea de Zig - Zag: Se utiliza para hacer interrupciones.
ROTULACIÓN
Se le concede gran importancia al uso de las letras y números que en le dibujo se utilizan para aclaraciones, especificaciones y medidas ya que ello actúa como indispensable complemento de un buen trabajo. Un dibujo puede estar perfectamente bien ejecutado; pero una letra mal trazada o cuyo tipo no corresponda al que debe utilizarse en ese dibujo, lo arruinaría completamente.
Para una buena rotulación debes tomar muy en cuenta las siguientes normas:
· Conocer su forma correcta.
· Trazar líneas de guía para su altura.
· Trazar líneas de guía para su inclinación.
· Orden y sentido de los trazos.
Líneas de Guía para la altura
No existen normas fijas en cuanto a las medidas y proporciones que deben tener las letras, signos y símbolos rotulados; pero cualquiera que sean, estas medidas deben determinarse mediante dos líneas auxiliares o líneas de guía, una superior y una inferior. La distancia entre estas dos líneas de guía nos determina el alto de cada elemento rotulado.
Las líneas de guía deben ser paralelas, muy finas y trazadas con la mina del lápiz bien aguda.
Entre cada par de líneas guía debe mantenerse la misma distancia a fin de obtener uniformidad en la rotulación. Dicha distancia se recomienda determinar con un compás de punta seca o bigotera.
20
7
Tomado De "DibujoTecnico.com"por:
Mario Castro Galeano.
Cuando se representa un objeto a escala es imprescindible utilizar determinadas líneas auxiliares para indicar distancias entre determinados puntos o elementos del objeto dibujado. Estas líneas especiales se denominan líneas de cota y la distancia que representan es la cota, en resumen, acotar es determinar las distancias existentes entre diversos puntos de un dibujo, utilizando líneas de cota.
El valor de un dibujo depende de las cotas utilizadas en él. Mediante las cotas obtenemos la descripción del objeto dibujado: sus dimensiones y su forma. Para poder acotar es necesario conocer diversas técnicas y simbologías; a saber:
Las líneas de cota deben ser de trazos finos y terminadas, generalmente, en puntas de flecha que se acostumbra dibujar cuidadosamente y a mano alzada. La punta de la flecha puede ser rellena o sin rellenar.
El valor numérico de la cota, es decir, el número que mide la distancia existente entre dos puntos determinados del dibujo, debe colocarse, siempre que sea posible, en la mitad de la línea de cota.
Las líneas de cota deben colocarse en forma ordenada, en partes visibles y que no interfieran con el dibujo, de manera que se facilite su interpretación.
Entre una línea de cota y una arista del dibujo debe mantenerse una distancia mínima de 10 mm.
Para acotar el diámetro de una circunferencia debe agregársele, al valor numérico de la cota, el símbolo O.
Para acotar el radio de una circunferencia debe agregársele, al valor numérico de la cota, el símbolo r. La línea de cota sólo lleva una punta de flecha.
Para acotar entre ejes de figuras éstos se prolongan a manera de que sirvan como líneas auxiliares de cota.
Para acotar internamente se pueden utilizar las propias aristas del dibujo como líneas auxiliares de cota.
Para acotar ángulos frecuentemente es necesario trazar una línea auxiliar de cota que sirva como uno de los lados del ángulo. La línea de cota debe ser un arco de circunferencia.
LÍNEAS CONVENCIONALES USADAS EN EL DIBUJO TÉCNICO
En el dibujo, las líneas tienen que ser claras y definidas, con el fin de lograr un trabajo con buena presentación y con una disposición perfecta. Las líneas, al igual que su espesor, estarán en función directa de lo que represente el dibujo.
Clasificación de las líneas
Las líneas se clasifican según su forma, su posición en el espacio y la relación que guardan entre sí.
Recta
Curva
Según su forma: Quebrada
Mixta
Según su Vertical
posición en el espacio: Horizontal
Inclinada
Paralelas
Oblicuas
Según la relación Convergentes
que guardan entre sí: Divergentes
Perpendiculares
Según su forma
-Línea Recta: Son todas aquellas líneas en que todos sus puntos van en una misma dirección.
-Línea Curva: Son las líneas que están constituidas en forma curva; pero a su vez sus puntos van en direcciones diferentes.
-Línea Quebrada: Esta línea está formada por diferentes rectas a su vez que se cortan entre sí y llevan direcciones diferentes.
-Línea Mixta: Está formada por líneas rectas y curvas que a su vez llevan direcciones diferentes.
Según su posición en el espacio
-Línea Vertical: Es la línea recta perpendicular al horizonte.
-Línea Horizontal: Es la línea que corresponde al nivel del agua cuando esta se encuentra en reposo.
-Línea Inclinada: Es la línea que desiste de su posición vertical y horizontal y presenta un extremo inclinado hacia uno de sus lados.
Según la relación que guardan entre sí
-Líneas Paralelas: Son dos o más líneas que estando en un mismo plano jamás llegan a unirse al proyectarse sus extremos.
-Línea Oblicua: Es la línea que se encuentra con la horizontal formando un ángulo que no es recto.
-Líneas Convergentes: Son líneas que partiendo de puntos diferentes se unen en otro al proyectar sus extremos.
-Líneas Divergentes: Son las líneas que parten de un mismo punto y al proyectar sus extremos se separan en direcciones diferentes.
-Línea Perpendicular: Es la línea que se encuentra con la horizontal formando un ángulo recto.
Líneas que se emplean en el Dibujo Técnico
-Línea Llena y Gruesa: Para destacar aristas visibles de cuerpos y contornos.
-Línea Llena y Delgada: Línea de cota y auxiliares de cotas (para señalar diferentes longitudes).
-Línea de Trazos Cortos: Para aristas y contornos ocultos (no visibles).
-Línea de Trazos y Puntos: Se utiliza para líneas de ejes y centrales. Esta línea debe comenzar y terminar en trazos.
-Línea a mano alzada: Se utiliza para indicar roturas en metales, piedras y madera.
-Línea de Zig - Zag: Se utiliza para hacer interrupciones.
ROTULACIÓN
Se le concede gran importancia al uso de las letras y números que en le dibujo se utilizan para aclaraciones, especificaciones y medidas ya que ello actúa como indispensable complemento de un buen trabajo. Un dibujo puede estar perfectamente bien ejecutado; pero una letra mal trazada o cuyo tipo no corresponda al que debe utilizarse en ese dibujo, lo arruinaría completamente.
Para una buena rotulación debes tomar muy en cuenta las siguientes normas:
· Conocer su forma correcta.
· Trazar líneas de guía para su altura.
· Trazar líneas de guía para su inclinación.
· Orden y sentido de los trazos.
Líneas de Guía para la altura
No existen normas fijas en cuanto a las medidas y proporciones que deben tener las letras, signos y símbolos rotulados; pero cualquiera que sean, estas medidas deben determinarse mediante dos líneas auxiliares o líneas de guía, una superior y una inferior. La distancia entre estas dos líneas de guía nos determina el alto de cada elemento rotulado.
Las líneas de guía deben ser paralelas, muy finas y trazadas con la mina del lápiz bien aguda.
Entre cada par de líneas guía debe mantenerse la misma distancia a fin de obtener uniformidad en la rotulación. Dicha distancia se recomienda determinar con un compás de punta seca o bigotera.
20
7
Tomado De "DibujoTecnico.com"por:
Mario Castro Galeano.
sábado, 5 de abril de 2008
RUEDAS DENTADAS
Historia
Mecanismo de AnticiteraDesde épocas muy remotas se han utilizado cuerdas y elementos fabricados en madera para solucionar los problemas de transporte, impulsión, elevación y movimiento. Nadie sabe a ciencia cierta dónde ni cuándo se inventaron los engranajes. La literatura de la antigua China, Grecia, Turquía y Damasco mencionan engranajes pero no aportan muchos detalles de los mismos.
El mecanismo de engranajes más antiguo de cuyos restos disponemos es el mecanismo de Anticitera.[2] Se trata de una calculadora astronómica datada entre el 150 y el 100 adC y compuesta por al menos 30 engranajes de bronce con dientes triangulares. Presenta características tecnológicas avanzadas como por ejemplo trenes de engranajes epicicloidales que, hasta el descubrimiento de este mecanismo, se creían inventados en el siglo XIX. Por citas de Cicerón se sabe que el de Anticitera no fue un ejemplo aislado sino que existieron al menos otros dos mecanismos similares en esa época, construidos por Arquímedes y por Posidonio. Por otro lado, a Arquímedes se le suele considerar uno de los inventores de los engranajes porque diseñó un tornillo sin fin.
En China también se han conservado ejemplos muy antiguos de máquinas con engranajes. Un ejemplo es el llamado "carro que apunta hacia el Sur" (120-250 dC), un ingenioso mecanismo que mantenía el brazo de una figura humana apuntando siempre hacia el Sur gracias al uso de engranajes diferenciales epicicloidales. Algo anteriores, de en torno a 50 dC, son los engranajes helicoidales tallados en madera y hallados en una tumba real en la ciudad china de Shensi.
Mecanismo de AnticiteraDesde épocas muy remotas se han utilizado cuerdas y elementos fabricados en madera para solucionar los problemas de transporte, impulsión, elevación y movimiento. Nadie sabe a ciencia cierta dónde ni cuándo se inventaron los engranajes. La literatura de la antigua China, Grecia, Turquía y Damasco mencionan engranajes pero no aportan muchos detalles de los mismos.
El mecanismo de engranajes más antiguo de cuyos restos disponemos es el mecanismo de Anticitera.[2] Se trata de una calculadora astronómica datada entre el 150 y el 100 adC y compuesta por al menos 30 engranajes de bronce con dientes triangulares. Presenta características tecnológicas avanzadas como por ejemplo trenes de engranajes epicicloidales que, hasta el descubrimiento de este mecanismo, se creían inventados en el siglo XIX. Por citas de Cicerón se sabe que el de Anticitera no fue un ejemplo aislado sino que existieron al menos otros dos mecanismos similares en esa época, construidos por Arquímedes y por Posidonio. Por otro lado, a Arquímedes se le suele considerar uno de los inventores de los engranajes porque diseñó un tornillo sin fin.
En China también se han conservado ejemplos muy antiguos de máquinas con engranajes. Un ejemplo es el llamado "carro que apunta hacia el Sur" (120-250 dC), un ingenioso mecanismo que mantenía el brazo de una figura humana apuntando siempre hacia el Sur gracias al uso de engranajes diferenciales epicicloidales. Algo anteriores, de en torno a 50 dC, son los engranajes helicoidales tallados en madera y hallados en una tumba real en la ciudad china de Shensi.

Transmisión antiguaNo está claro cómo se transmitió la tecnología de los engranajes en los siglos siguientes. Es posible que el conocimiento de la época del mecanismo de Anticitera sobreviviese y, con el florecimiento de la cultura del Islam los siglos XI-XIII y sus trabajos en astronomía, fuera la base que permitió que volvieran a fabricarse calculadoras astronómicas. En los inicios del Renacimiento esta tecnología se utilizó en Europa para el desarrollo de sofisticados relojes, en la mayoría de los casos destinados a edificios públicos como catedrales.[3]
Leonardo da Vinci, muerto en Francia en 1519, dejó numerosos dibujos y esquemas de algunos de los mecanismos utilizados hoy diariamente, incluido varios tipos de engranajes de tipo helicoidal.
Los primeros datos que existen sobre la transmisión de rotación con velocidad angular uniforme por medio de engranajes, corresponden al año 1674, cuando el famoso astrónomo danés Olaf Roemer (1644-1710) propuso la forma o perfil del diente en epicicloide.
Robert Willis (1800-1875), considerado uno de los primeros ingenieros mecánicos, fue el que obtuvo la primera aplicación práctica de la epicicloide al emplearla en la construcción de una serie de engranajes intercambiables. De la misma manera, de los primeros matemáticos fue la idea del empleo de la evolvente de círculo en el perfil del diente, pero también se deben a Willis las realizaciones prácticas. A Willis se le debe la creación del odontógrafo, aparato que sirve para el trazado simplificado del perfil del diente de evolvente.
Engranaje helicoidal de LeonardoEs muy posible que fuera el francés Phillipe de Lahire el primero en concebir el diente de perfil en evolvente en 1695, muy poco tiempo después de que Roemer concibiera el epicicloidal. La primera aplicación práctica del diente en evolvente fue debida al suizo Leonhard Euler (1707). En 1856, Christian Schiele descubrió el sistema de fresado de engranajes rectos por medio de la fresa madre, pero el procedimiento no se llevaría a la práctica hasta 1887, a base de la patente Grant.[4]
En 1874, el norteamericano William Gleason inventó la primera fresadora de engranajes cónicos y gracias a la acción de sus hijos, especialmente su hija Kate Gleason (1865-1933), convirtió a su empresa Gleason Works, radicada en Rochester (Nueva York, EEUU) en una de los fabricantes de máquinas herramientas más importantes del mundo.
En 1897, el inventor alemán Robert Hermann Pfauter (1885-1914), inventó y patentó una máquina universal de dentar engranajes rectos y helicoidales por fresa madre. A raíz de este invento y otras muchos inventos y aplicaciones que realizó sobre el mecanizado de engranajes, fundó la empresa Pfauter Company que, con el paso del tiempo, se ha convertido en una multinacional fabricante de todo tipo de máquinas-herramientas.
En 1906, el ingeniero y empresario alemán Friedrich Wilhelm Lorenz (1842-1924) se especializó en crear maquinaria y equipos de mecanizado de engranajes y en 1906 fabricó una talladora de engranajes capaz de mecanizar los dientes de una rueda de 6 m de diámetro, módulo 100 y una longitud del dentado de 1,5 m.
A finales del siglo XIX, coincidiendo con la época dorada del desarrollo de los engranajes, el inventor y fundador de la empresa Fellows Gear Shaper Company, Edwin R. Fellows (1846-1945), inventó un método revolucionario para mecanizar tornillos sin fin glóbicos tales como los que se montaban en las cajas de dirección de los vehículos antes de que fuesen hidráulicas.
En 1905, M. Chambon, de Lyon (Francia), fue el creador de la máquina para el dentado de engranajes cónicos por procedimiento de fresa madre. Aproximadamente por esas fechas André Citroën inventó los engranajes helicoidales dobles.[5]
Tipos de engranajes
La principal clasificación de los engranajes se efectúa según la disposición de sus ejes de rotación y según los tipos de dentado. Según estos criterios existen los siguientes tipos de engranajes:
Ejes paralelos:
*Cilíndricos de dientes rectos
*Cilíndricos de dientes helicoidales
*Doble helicoidales
Ejes perpendiculares
*Helicoidales cruzados
*Cónicos de dientes rectos
*Cónicos de dientes helicoidales
*Cónicos hipoides
*De rueda y tornillo sinfín
Por aplicaciones especiales se pueden citar:
*Planetarios
*Interiores
*De cremallera
Por la forma de transmitir el movimiento se pueden citar:
*Transmisión simple
*Transmisión con engranaje loco
*Transmisión compuesta. Tren de engranajes
Transmisión mediante cadena o polea dentada
*Mecanismo piñón cadena
*Polea dentada
Características que definen un engranaje de dientes rectos

Representación de las características de un engranajeLos engranajes cilíndricos rectos son el tipo de engranaje más simple y corriente que existe. Se utilizan generalmente para velocidades pequeñas y medias; a grandes velocidades, si no son rectificados, o ha sido corregido su tallado, producen ruido cuyo nivel depende de la velocidad de giro que tengan.
*Diente de un engranaje: son los que realizan el esfuerzo de empuje y transmiten la potencia desde los ejes motrices a los ejes conducidos. El perfil del diente, o sea la forma de sus flancos, está constituido por dos curvas evolventes de círculo, simétricas respecto al eje que pasa por el centro del mismo.
*Módulo: el módulo de un engranaje es una característica de magnitud que se define como la relación entre la medida del diámetro primitivo expresado en milímetros y el número de dientes. En los países anglosajones se emplea otra característica llamada Diametral Pitch, que es inversamente proporcional al módulo. El valor del módulo se fija mediante cálculo de resistencia de materiales en virtud de la potencia a transmitir y en función de la relación de transmisión que se establezca. El tamaño de los dientes está normalizado. El módulo está indicado por números. Dos engranajes que engranen tienen que tener el mismo módulo.
*Circunferencia primitiva: es la circunferencia a lo largo de la cual engranan los dientes. Con relación a la circunferencia primitiva se determinan todas las características que definen los diferentes elementos de los dientes de los engranajes.
*Paso circular: es la longitud de la circunferencia primitiva correspondiente a un diente y un vano consecutivos.
*Espesor del diente: es el grosor del diente en la zona de contacto, o sea, del diámetro primitivo.

*Número de dientes: es el número de dientes que tiene el engranaje. Se simboliza como (Z). Es fundamental para calcular la relación de transmisión. El número de dientes de un engranaje no debe estar por debajo de 18 dientes cuando el ángulo de presión es 20º ni por debajo de 12 dientes cuando el ángulo de presión es de 25º.
*Diámetro exterior: es el diámetro de la circunferencia que limita la parte exterior del engranaje.
*Diámetro interior: es el diámetro de la circunferencia que limita el pie del diente.
*Pie del diente: también se conoce con el nombre de dedendum. Es la parte del diente comprendida entre la circunferencia interior y la circunferencia primitiva.
*Cabeza del diente: también se conoce con el nombre de adendum. Es la parte del diente comprendida entre el diámetro exterior y el diámetro primitivo.
*Flanco: es la cara interior del diente, es su zona de rozamiento.
*Altura del diente: es la suma de la altura de la cabeza (adendum) más la altura del pie (dedendum).
*Angulo de presión: el que forma la línea de acción con la tangente a la circunferencia de paso, φ (20º ó 25º son los ángulos normalizados).
*Largo del diente: es la longitud que tiene el diente del engranaje
*Distancia entre centro de dos engranajes: es la distancia que hay entre los centros de las circunferencias de los engranajes.
*Relación de transmisión: es la relación de giro que existe entre el piñón conductor y la rueda conducida. La Rt puede ser reductora de velocidad o multiplicadora de velocidad. La relación de transmisión recomendada[6] tanto en caso de reducción como de multiplicación depende de la velocidad que tenga la transmisión con los datos orientativos que se indican:
Velocidad lenta: (Rt = 1/10)
Velocidad normal : (Rt = 1/7 - 1/6)
Velocidad elevada: (Rt = 1/4 - 1/2)
Hay dos tipos de engranajes, los llamados de diente normal y los de diente corto cuya altura es más pequeña que el considerado como diente normal. En los engranajes de diente corto, la cabeza del diente vale (0.75 M) y la altura del pie del diente vale (M) siendo el valor de la altura total del diente ()
Engranajes cilíndricos de dientes helicoidales
Velocidad normal : (Rt = 1/7 - 1/6)
Velocidad elevada: (Rt = 1/4 - 1/2)
Hay dos tipos de engranajes, los llamados de diente normal y los de diente corto cuya altura es más pequeña que el considerado como diente normal. En los engranajes de diente corto, la cabeza del diente vale (0.75 M) y la altura del pie del diente vale (M) siendo el valor de la altura total del diente ()
Engranajes cilíndricos de dientes helicoidales
 Engranaje helicoidalLos engranajes cilíndricos de dentado helicoidal están caracterizados por su dentado oblicuo con relación al eje de rotación. En estos engranajes el movimiento se transmite de modo igual que en los cilíndricos de dentado recto, pero con mayores ventajas. Los ejes de los engranajes helicoidales pueden ser paralelos o cruzarse, generalmente a 90º. Para eliminar el empuje axial el dentado puede hacerse doble helicoidal.
Engranaje helicoidalLos engranajes cilíndricos de dentado helicoidal están caracterizados por su dentado oblicuo con relación al eje de rotación. En estos engranajes el movimiento se transmite de modo igual que en los cilíndricos de dentado recto, pero con mayores ventajas. Los ejes de los engranajes helicoidales pueden ser paralelos o cruzarse, generalmente a 90º. Para eliminar el empuje axial el dentado puede hacerse doble helicoidal.Los engranajes helicoidales tienen la ventaja que transmiten más potencia que los rectos, y también pueden transmitir más velocidad, son más silenciosos y más duraderos; además, pueden transmitir el movimiento de ejes que se corten. De sus inconvenientes se puede decir que se desgastan más que los rectos, son más caros de fabricar y necesitan generalmente más engrase que los rectos.*[7]
Lo más característico de un engranaje cilíndrico helicoidal es la hélice que forma, siendo considerada la hélice como el avance de una vuelta completa del diámetro primitivo del engranaje. De esta hélice deriva el ángulo β que forma el dentado con el eje axial. Este ángulo tiene que ser igual para las dos ruedas que engranan pero de orientación contraria, o sea: uno a derechas y el otro a izquierda. Su valor se establece a priori de acuerdo con la velocidad que tenga la transmisión, los datos orientativos de este ángulo son los siguientes:
Velocidad lenta: β = (5º - 10º)
Velocidad normal: β = (15º - 25º)
Velocidad elevada: β = 30º
Las relaciones de transmisión que se aconsejan son más o menos parecidas a las de los engranajes rectos.
Engranajes helicoidales dobles
Vehículo Citroën con el logotipo de rodadura de engranajes helicoidales doblesEste tipo de engranajes fueron inventados por el fabricante de automóviles francés André Citroën, y el objetivo que consiguen es eliminar el empuje axial que tienen los engranajes helicoidales simples. Los dientes de los dos engranajes forman una especie de V.
Los engranajes dobles son una combinación de hélice derecha e izquierda. El empuje axial que absorben los apoyos o cojinetes de los engranajes helicoidales es una desventaja de ellos y ésta se elimina por la reacción del empuje igual y opuesto de una rama simétrica de un engrane helicoidal doble.
Un engrane de doble hélice sufre únicamente la mitad del error de deslizamiento que el de una sola hélice o del engranaje recto. Toda discusión relacionada a los engranes helicoidales sencillos (de ejes paralelos) es aplicable a los engranajes helicoidales dobles, exceptuando que el ángulo de la hélice es generalmente mayor para los helicoidales dobles, puesto que no hay empuje axial.
Con el método inicial de fabricación, los engranajes dobles, conocidos como engranajes de espina, tenían un canal central para separar los dientes opuestos, lo que facilitaba su mecanizado. El desarrollo de las máquinas talladoras mortajadoras por generación, tipo Sykes, hace posible tener dientes continuos, sin el hueco central. Como curiosidad, la empresa Citroën ha adaptado en su logotipo la huella que produce la rodadura de los engranajes helicoidales dobles.
Engranajes cónicos
 Engranaje cónicoSe fabrican a partir de un tronco de cono, formándose los dientes por fresado de su superficie exterior. Estos dientes pueden ser rectos, helicoidales o curvos. Esta familia de engranajes soluciona la transmisión entre ejes que se cortan y que se cruzan. Los datos de cálculos de estos engranajes están en prontuarios específicos de mecanizado.[8]
Engranaje cónicoSe fabrican a partir de un tronco de cono, formándose los dientes por fresado de su superficie exterior. Estos dientes pueden ser rectos, helicoidales o curvos. Esta familia de engranajes soluciona la transmisión entre ejes que se cortan y que se cruzan. Los datos de cálculos de estos engranajes están en prontuarios específicos de mecanizado.[8]Engranajes cónicos de dientes rectos [editar]Efectúan la transmisión de movimiento de ejes que se cortan en un mismo plano, generalmente en ángulo recto, por medio de superficies cónicas dentadas. Los dientes convergen en el punto de intersección de los ejes. Son utilizados para efectuar reducción de velocidad con ejes en 90°. Estos engranajes generan más ruido que los engranajes cónicos helicoidales. Se utilizan en transmisiones antiguas y lentas. En la actualidad se usan muy poco.[9]
Engranaje cónico helicoidal [editar]Se utilizan para reducir la velocidad en un eje de 90°. La diferencia con el cónico recto es que posee una mayor superficie de contacto. Es de un funcionamiento relativamente silencioso. Además pueden transmitir el movimiento de ejes que se corten. Los datos constructivos de estos engranajes se encuentran en prontuarios técnicos de mecanizado. Se mecanizan en fresadoras especiales.[10]
Engranaje cónico hipoide
 Engranaje cónico hipoideUn engranaje hipoide es un grupo de engranajes cónicos helicoidales formados por un piñón reductor de pocos dientes y una rueda de muchos dientes, que se instala principalmente en los vehículos industriales que tienen la tracción en los ejes traseros. Tiene la ventaja de ser muy adecuado para las carrocerías de tipo bajo, ganando así mucha estabilidad el vehículo. Por otra parte la disposición helicoidal del dentado permite un mayor contacto de los dientes del piñón con los de la corona, obteniéndose mayor robustez en la transmisión. Su mecanizado es muy complicado y se utilizan para ello máquinas talladoras especiales (Gleason)[11]
Engranaje cónico hipoideUn engranaje hipoide es un grupo de engranajes cónicos helicoidales formados por un piñón reductor de pocos dientes y una rueda de muchos dientes, que se instala principalmente en los vehículos industriales que tienen la tracción en los ejes traseros. Tiene la ventaja de ser muy adecuado para las carrocerías de tipo bajo, ganando así mucha estabilidad el vehículo. Por otra parte la disposición helicoidal del dentado permite un mayor contacto de los dientes del piñón con los de la corona, obteniéndose mayor robustez en la transmisión. Su mecanizado es muy complicado y se utilizan para ello máquinas talladoras especiales (Gleason)[11]Tornillo sin fin y corona
 Tornillo sin fin de montacargasArtículo principal: Tornillo sin fin
Tornillo sin fin de montacargasArtículo principal: Tornillo sin finEs un mecanismo diseñado para transmitir grandes esfuerzos, y como reductores de velocidad aumentando la potencia de transmisión. Generalmente trabajan en ejes que se cortan a 90º. Tiene la desventaja de no ser reversible el sentido de giro, sobre todo en grandes relaciones de transmisión y de consumir en rozamiento una parte importante de la potencia. En las construcciones de mayor calidad la corona está fabricada de bronce y el tornillo sin fin, de acero templado con el fin de reducir el rozamiento. Este mecanismo si transmite grandes esfuerzos es necesario que esté muy bien lubricado para matizar los desgastes por fricción.
El número de entradas de un tornillo sin fin suele ser de una a ocho. Los datos de cálculo de estos engranajes están en prontuarios de mecanizado.
Tornillo sin fin y corona glóbicos
Tornillo sin fin y corona glóbicaCon el fin de convertir el punto de contacto en una línea de contacto y así distribuir mejor la fuerza a transmitir, se suelen fabricar tornillos sin fin que engranan con una corona glóbica.
Otra forma de distribuir la fuerza a transmitir es utilizar como corona una rueda helicoidal y hacer el tornillo sin fin glóbico, de esta manera se consigue aumentar el números de dientas que están en contacto.
Finalmente también se produce otra forma de acoplamiento donde tanto el tornillo sin fin como la corona tienen forma glóbica consiguiendo mejor contacto entre las superficies.[12]
Mecanizado de coronas y tornillos sin fin
El mecanizado de las coronas de engranaje de tornillo sin fin se puede realizar por medio de fresas normales o por fresas madre. El diámetro de la fresa debe coincidir con el diámetro primitivo del tornillo sin fin con la que engrane si se desea que el contacto sea lineal. El mecanizado del tornillo sin fin se puede hacer por medio de fresas biocónicas o fresas frontales. También se pueden mecanizar en el torno de forma similar al roscado de un tornillo. Para el mecanizado de tornillos sin fin glóbicos se utiliza el procedimiento de generación que tienen las máquinas Fellows.
Engranajes interiores
Mecanismo de engranajes interioresLos engranajes interiores o anulares son variaciones del engranaje recto en los que los dientes están tallados en la parte interior de un anillo o de una rueda con reborde, en vez de en el exterior. Los engranajes interiores suelen ser impulsados por un piñón, un engranaje pequeño con pocos dientes. Este tipo de engrane mantiene el sentido de la velocidad angular.[13] El tallado de estos engranajes se realiza mediante talladoras mortajadoras de generación.
Mecanismo de cremallera
Mecanismo de cremallera
Artículo principal: cremallera
CremalleraEl mecanismo de cremallera aplicado a los engranajes lo constituyen una barra con dientes la cual es considerada como un engranaje de diámetro infinito y un engranaje de diente recto de menor diámetro, y sirve para transformar un movimiento de rotación del piñón en un movimiento lineal de la cremallera.[14] Quizás la cremallera más conocida sea la que equipan los tornos para el desplazamiento del carro longitudinal.
v = (n * z * p) / 60[m / s]
n:velocidad angular. z:número de dientes de la rueda dentada. p:paso.
Engranaje loco o intermedio
v = (n * z * p) / 60[m / s]
n:velocidad angular. z:número de dientes de la rueda dentada. p:paso.
Engranaje loco o intermedio
Detalle de engranaje intermedio locoEn un engrane simple de un par de ruedas dentadas, el eje impulsor que se llama eje motor tiene un sentido de giro contrario al que tiene el eje conducido. Esto muchas veces en las máquinas no es conveniente que sea así, porque es necesario que los dos ejes giren en el mismo sentido. Para conseguir este objetivo se intercalan entre los dos engranajes un tercer engranaje que gira libre en un eje, y que lo único que hace es invertir el sentido de giro del eje conducido, porque la relación de transmisión no se altera en absoluto. Esta rueda intermedia hace las veces de motora y conducida y por lo tanto no altera la relación de transmisión.[15] Un ejemplo de rueda o piñón intermedio lo constituye el mecanismo de marcha atrás de los vehículos impulsados por motores de combustión interna, también montan engranajes locos los trenes de laminación de acero. Los piñones planetarios de los mecanismos diferenciales también actúan como engranajes locos intermedios.
Mecanismo piñón cadena
Eslabón de una cadenaEste mecanismo es un método de transmisión muy utilizado porque permite transmitir un movimiento giratorio entre dos ejes paralelos, que estén bastante separados. Es el mecanismo de transmisión que utilizan las bicicletas, motos, y en muchas máquinas e instalaciones industriales. También se emplea en sustitución de los reductores de velocidad por poleas cuando lo importante sea evitar el deslizamiento entre la rueda conductora y el mecanismo de transmisión (en este caso una cadena).
El mecanismo consta de una cadena sin fin (cerrada) cuyos eslabones engranan con ruedas dentadas (piñones) que están unidas a los ejes de los mecanismos conductor y conducido.
Juego de piñones de bicicletaLas cadenas empleadas en esta transmisión suelen tener libertad de movimiento solo en una dirección y tienen que engranar de manera muy precisa con los dientes de los piñones. Las partes básicas de las cadenas son: placa lateral, rodillo y pasador. Las ruedas dentadas suelen ser una placa de acero sin cubo (aunque también las hay de materiales plásticos).
Para la relación de transmisión valen las ecuaciones de las ruedas dentadas
Ventajas e inconvenientes
Este sistema aporta beneficios sustanciales respecto al sistema correa-polea, pues al emplear cadenas que engranan en los dientes de los piñones se evita el deslizamiento que se producía entre la correa y la polea. Presenta la gran ventaja de mantener la relación de transmisión constante (pues no existe deslizamiento) incluso transmitiendo grandes potencias entre los ejes (caso de motos y bicicletas), lo que se traduce en mayor eficiencia mecánica (mejor rendimiento). Además, las cadenas no necesitan estar tan tensas como las correas, lo que se traduce en menores averías en los rodamientos de los piñones.
Presenta el inconveniente de ser más costoso, más ruidoso y de funcionamiento menos flexible, al no permitir la inversión del sentido de giro ni la transmisión entre ejes cruzados; además necesita una lubricación (engrase) adecuada.[16]
Poleas dentadas
Transmisión por poleas dentadasPara la transmisión entre dos ejes que estén separados a una distancia donde no sea económico o técnicamente imposible montar una transmisión por engranajes se recurre a un montaje con poleas dentadas que mantienen las mismas propiedades que los engranajes es decir, que evitan el patinamiento y mantienen exactitud en la relación de transmisión.
Los datos más importantes de las poleas dentadas son:
Número de dientes, paso, y ancho de la polea
El paso es la distancia entre los centros de las ranuras y se mide en el círculo de paso de la polea. El círculo de paso de la polea dentada coincide con la línea de paso de la banda correspondiente.
Las poleas dentadas se fabrican en diversos materiales tales como aluminio, acero y fundición.
Las poleas dentadas normalizadas se fabrican en los siguientes pasos en pulgadas: MXL: Mini Extra Ligero (0.080"), XL: Extra Ligero (0.200"), L: Ligero (0.375"), H: Pesado (0.500"), XH: Extra Pesado (0.875") y XXH: Doble Extra Pesado (1.250").
Los pasos métricos son los siguientes:
T2,5 (Paso 2,5 mm), T5 (Paso 5 mm), T10 (Paso 10mm) y T20 (Paso 20 mm).
.[17]
Ejes estriados
Transmisión por ejes estriadosSe denominan ejes estriados, a los ejes que se les mecaniza unas ranuras en la zona que tiene para acoplarse con un engranaje u otros componentes para dar mayor rigidez al acoplamiento que la que produce un simple chavetero. Estos ejes estriados no son en si un engranaje pero la forma de mecanizarlos es similar a la que se utilizan para mecanizar engranajes y por eso forman parte de este artículo. Los ejes estriados se acoplan a los agujeros de engranajes u otros componentes que han sido mecanizados en brochadoras para que el acoplamiento sea adecuado. Este sistema de fijación es muy robusto. Se utiliza en engranajes de cajas de velocidades y en palieres de transmisión. Hay una norma que regula las dimensiones y formato de los ejes estriados que es la norma DIN-5643.[18]
Aplicaciones de los engranajes
Caja de velocidadesExiste una gran variedad de formas y tamaños de engranajes, desde los más pequeños usados en relojería e instrumentos científicos (se alcanza el módulo 0,05) a los de grandes dimensiones, empleados, por ejemplo, en las reducciones de velocidad de las turbinas de vapor de los buques, en el accionamiento de los hornos y molinos de las fábricas de cemento, etc.
El campo de aplicación de los engranajes es prácticamente ilimitado. Los encontramos en las centrales de producción de energía eléctrica, hidroeléctrica y en los elementos de transporte terrestre: locomotoras, automotores, camiones, automóviles, transporte marítimo en buques de todas clases, aviones, en la industria siderúrgica: laminadores, transportadores, etc., minas y astilleros, fábricas de cemento, grúas, montacargas, máquinas-herramientas, maquinaria textil, de alimentación, de vestir y calzar, industria química y farmacéutica, etc., hasta los más simples movimientos de accionamiento manual.
Toda esta gran variedad de aplicaciones del engranaje puede decirse que tiene por única finalidad la transmisión de la rotación o giro de un eje a otro distinto, reduciendo o aumentando la velocidad del primero.
Incluso, algunos engranes coloridos y hechos de plástico son usados en algunos juguetes educativos.
Bomba hidráulica
Artículo principal: Bomba (hidráulica)
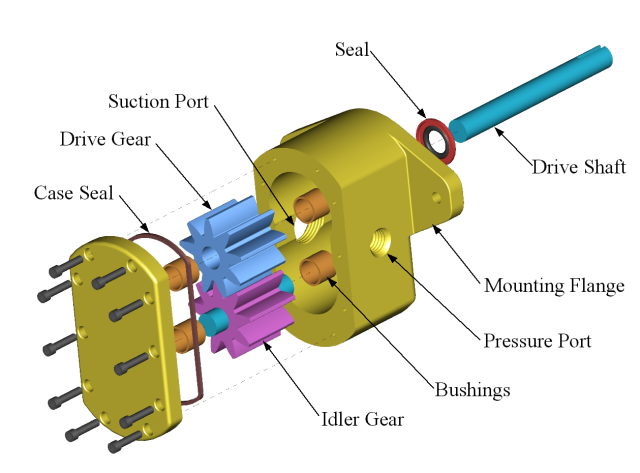
Bomba hidráulicaUna bomba hidráulica es un dispositivo tal que recibiendo energía mecánica de una fuente exterior la transforma en una energía de presión transmisible de un lugar a otro de un sistema hidráulico a través de un líquido cuyas moléculas estén sometidas precisamente a esa presión. Las bombas hidráulicas son los elementos encargados de impulsar el aceite o líquido hidráulico, transformando la energía mecánica rotatoria en energía hidráulica.[19]
Hay un tipo de bomba hidraúlica que lleva en su interior un par de engranajes de igual número de dientes que al girar provocan que se produzca el trasiego de aceites u otros líquidos. Una bomba hidráulica la equipan todas las máquinas que tengan circuitos hidráulicos y todos los motores térmicos para lubricar sus piezas móviles.
Mecanismo diferencial
Mecanismo diferencialEl mecanismo diferencial tiene por objeto permitir que cuando el vehículo dé una curva sus ruedas propulsoras puedan describir sus respectivas trayectorias sin patinar sobre el suelo. La necesidad de este dispositivo se explica por el hecho de que al dar una curva el coche, las ruedas interiores a la misma recorren un espacio menor que las situadas en el lado exterior, puesto que las primeras describen una circunferencia de menor radio que las segundas.
El mecanismo diferencial está constituido por una serie de engranajes dispuestos de tal forma que permite a las dos ruedas motrices de los vehículos girar a velocidad distinta cuando circulan por una curva. Así si el vehículo toma una curva a la derecha, las ruedas interiores giran más despacio que las exteriores, y los satélites encuentran mayor dificultad en mover los planetarios de los semiejes de la derecha porque empiezan a rotar alrededor de su eje haciendo girar los planetarios de la izquierda a una velocidad ligeramente superior. De esta forma provocan una rotación más rápida del semieje y de la rueda motriz izquierda. El mecanismo diferencial está constituido por dos piñones cónicos llamados planetarios, unidos a extremos de los palieres de las ruedas y otros dos piñones cónicos llamados satélites montados en los extremos de sus eje porta satélites y que se engranan con los planetarios.
Una variante del diferencial convencional está constituida por el diferencial autoblocante que se instala opcionalmente en los vehículos todo-terreno para viajar sobre hielo o nieve o para tomar las curvas a gran velocidad en caso de los automóviles de competición.[20]
Caja de velocidades
Eje secundario de caja de cambiosEn los vehículos, la caja de cambios o caja de velocidades es el elemento encargado de acoplar el motor y el sistema de transmisión con diferentes relaciones de engranes o engranajes, de tal forma que la misma velocidad de giro del cigüeñal puede convertirse en distintas velocidades de giro en las ruedas. El resultado en la ruedas de tracción generalmente es la reducción de velocidad de giro e incremento del torque.
Los dientes de los engranajes de las cajas de cambio son helicoidales y sus bordes están redondeados para no producir ruido o rechazo cuando se cambia de velocidad. La fabricación de los dientes de los engranajes es muy cuidada para que sean de gran duración. Los ejes del cambio están soportados por rodamientos de bolas y todo el mecanismo está sumergido en aceite denso para mantenerse continuamente lubricado.[1]
Reductores de velocidad
Mecanismo reductor básicoEl problema básico de las máquinas es reducir la alta velocidad de los motores a una velocidad utilizable por los equipos de las máquinas. Además de reducir se deben contemplar las posiciones de los ejes de entrada y salida y la potencia mecánica a transmitir.
Para potencias bajas se utilizan moto-reductores que son equipos formados por un motor eléctrico y un conjunto reductor integrado.
Para potencias mayores se utilizan equipos reductores separados del motor. Los reductores consisten en pares de engranajes con gran diferencia de diámetros, de esta forma el engrane de menor diámetro debe dar muchas vueltas para que el de diámetro mayor de una vuelta, de esta forma se reduce la velocidad de giro. Para obtener grandes reducciones se repite este proceso colocando varios pares de engranes conectados uno a continuación del otro.
El reductor básico está formado por mecanismo de tornillo sinfín y corona. En este tipo de mecanismo el efecto del rozamiento en los flancos del diente hace que estos engranajes tengan los rendimientos más bajos de todas las transmisiones; dicho rendimiento se sitúa entre un 40 y un 90% aproximadamente, dependiendo de las características del reductor y del trabajo al que está sometido. Factores que elevan el rendimiento:
Ángulos de avance elevados en el tornillo.
Rozamiento bajo (buena lubricación) del equipo.
Potencia transmitida elevada.
Relación de transmisión baja (factor más determinante).
Existen otras disposiciones para los engranages en los reductores de velocidad, estas se denominan conforme a la disposición del eje de salida (eje lento) en comparación con el eje de entrada (eje rápido). Así pues serían los llamados reductores de velocidad de engranajes coaxiales, paralelos, ortogonales y mixtos (paralelos + sin fin corona). En los trenes coaxiales, paralelos y ortogonales se considera un rendimiento aproximado del 97-98%, en los mixtos se estima entre un 70% y un 90% de rendimiento.
Además, existen los llamados reductores de velocidad de disposicíon epicicloidal, técnicamente son de ejes coaxiales y se distinguen por su formato compacto, alta capacidad de trasmision de par y su extrema sensibilidad a la temperatura.
Las cajas reductoras suelen fabricarse en fundición gris dotándola de retenes para que no salga el aceite del interior de la caja.
Características de los reductores
Potencia, en Kw o en Hp, de entrada y de salida.
Velocidad, en RPM, de entrada y de salida.
Velocidad a la salida.(RPM)
Relación de transmisión[21]
Factor de seguridad o de servicio (Fs)
Par transmitido (Mn1- Eje rápido) (Mn2-Eje lento)
Mecanizado de engranajes
Hay un tipo de bomba hidraúlica que lleva en su interior un par de engranajes de igual número de dientes que al girar provocan que se produzca el trasiego de aceites u otros líquidos. Una bomba hidráulica la equipan todas las máquinas que tengan circuitos hidráulicos y todos los motores térmicos para lubricar sus piezas móviles.
Mecanismo diferencial
Mecanismo diferencialEl mecanismo diferencial tiene por objeto permitir que cuando el vehículo dé una curva sus ruedas propulsoras puedan describir sus respectivas trayectorias sin patinar sobre el suelo. La necesidad de este dispositivo se explica por el hecho de que al dar una curva el coche, las ruedas interiores a la misma recorren un espacio menor que las situadas en el lado exterior, puesto que las primeras describen una circunferencia de menor radio que las segundas.
El mecanismo diferencial está constituido por una serie de engranajes dispuestos de tal forma que permite a las dos ruedas motrices de los vehículos girar a velocidad distinta cuando circulan por una curva. Así si el vehículo toma una curva a la derecha, las ruedas interiores giran más despacio que las exteriores, y los satélites encuentran mayor dificultad en mover los planetarios de los semiejes de la derecha porque empiezan a rotar alrededor de su eje haciendo girar los planetarios de la izquierda a una velocidad ligeramente superior. De esta forma provocan una rotación más rápida del semieje y de la rueda motriz izquierda. El mecanismo diferencial está constituido por dos piñones cónicos llamados planetarios, unidos a extremos de los palieres de las ruedas y otros dos piñones cónicos llamados satélites montados en los extremos de sus eje porta satélites y que se engranan con los planetarios.
Una variante del diferencial convencional está constituida por el diferencial autoblocante que se instala opcionalmente en los vehículos todo-terreno para viajar sobre hielo o nieve o para tomar las curvas a gran velocidad en caso de los automóviles de competición.[20]
Caja de velocidades
Eje secundario de caja de cambiosEn los vehículos, la caja de cambios o caja de velocidades es el elemento encargado de acoplar el motor y el sistema de transmisión con diferentes relaciones de engranes o engranajes, de tal forma que la misma velocidad de giro del cigüeñal puede convertirse en distintas velocidades de giro en las ruedas. El resultado en la ruedas de tracción generalmente es la reducción de velocidad de giro e incremento del torque.
Los dientes de los engranajes de las cajas de cambio son helicoidales y sus bordes están redondeados para no producir ruido o rechazo cuando se cambia de velocidad. La fabricación de los dientes de los engranajes es muy cuidada para que sean de gran duración. Los ejes del cambio están soportados por rodamientos de bolas y todo el mecanismo está sumergido en aceite denso para mantenerse continuamente lubricado.[1]
Reductores de velocidad
Mecanismo reductor básicoEl problema básico de las máquinas es reducir la alta velocidad de los motores a una velocidad utilizable por los equipos de las máquinas. Además de reducir se deben contemplar las posiciones de los ejes de entrada y salida y la potencia mecánica a transmitir.
Para potencias bajas se utilizan moto-reductores que son equipos formados por un motor eléctrico y un conjunto reductor integrado.
Para potencias mayores se utilizan equipos reductores separados del motor. Los reductores consisten en pares de engranajes con gran diferencia de diámetros, de esta forma el engrane de menor diámetro debe dar muchas vueltas para que el de diámetro mayor de una vuelta, de esta forma se reduce la velocidad de giro. Para obtener grandes reducciones se repite este proceso colocando varios pares de engranes conectados uno a continuación del otro.
El reductor básico está formado por mecanismo de tornillo sinfín y corona. En este tipo de mecanismo el efecto del rozamiento en los flancos del diente hace que estos engranajes tengan los rendimientos más bajos de todas las transmisiones; dicho rendimiento se sitúa entre un 40 y un 90% aproximadamente, dependiendo de las características del reductor y del trabajo al que está sometido. Factores que elevan el rendimiento:
Ángulos de avance elevados en el tornillo.
Rozamiento bajo (buena lubricación) del equipo.
Potencia transmitida elevada.
Relación de transmisión baja (factor más determinante).
Existen otras disposiciones para los engranages en los reductores de velocidad, estas se denominan conforme a la disposición del eje de salida (eje lento) en comparación con el eje de entrada (eje rápido). Así pues serían los llamados reductores de velocidad de engranajes coaxiales, paralelos, ortogonales y mixtos (paralelos + sin fin corona). En los trenes coaxiales, paralelos y ortogonales se considera un rendimiento aproximado del 97-98%, en los mixtos se estima entre un 70% y un 90% de rendimiento.
Además, existen los llamados reductores de velocidad de disposicíon epicicloidal, técnicamente son de ejes coaxiales y se distinguen por su formato compacto, alta capacidad de trasmision de par y su extrema sensibilidad a la temperatura.
Las cajas reductoras suelen fabricarse en fundición gris dotándola de retenes para que no salga el aceite del interior de la caja.
Características de los reductores
Potencia, en Kw o en Hp, de entrada y de salida.
Velocidad, en RPM, de entrada y de salida.
Velocidad a la salida.(RPM)
Relación de transmisión[21]
Factor de seguridad o de servicio (Fs)
Par transmitido (Mn1- Eje rápido) (Mn2-Eje lento)
Mecanizado de engranajes
Tallado de dientes
Tallado de un engranaje helicoidal con fresa madre.
Fresa para tallar engranajesComo los engranajes son unos mecanismos que se incorporan en la mayoría de máquinas que se construyen y especialmente en todas las que llevan incorporados motores térmicos o eléctricos, hace necesario que cada día se tengan que mecanizar millones de engranajes diferentes, y por lo tanto el nivel tecnológico que se ha alcanzado para mecanizar engranajes es muy elevado tanto en las máquinas que se utilizan como en las herramientas de corte que los conforman.
Antes de proceder al mecanizado de los dientes los engranajes han pasado por otras máquinas herramientas tales como tornos o fresadoras donde se les ha mecanizado todas sus dimensiones exteriores y agujeros si los tienen, dejando los excedentes necesarios en caso de que tengan que recibir tratamiento térmico y posterior mecanizado de alguna de sus zonas.
El mecanizado de los dientes de los engranajes a nivel industrial se realizan en máquinas talladoras construidas ex-profeso para este fin, llamadas fresas madres.
Características técnicas de la talladora LC-500 LIEBHERR (Ejemplo)[22]
Características técnicas talladora engranajes
Módulo: 12/14
Diámetro engranaje: 500 mm
Recorrido axial: 1000 mm
Curso schift: 220/300 mm
Diámetro fresa de corte: 210 mm
Longitud fresa de corte: 260 mm
Velocidad de giro: 1000 r.p.m.
Fresa modular para tallado de dientes en fresadora universal
Mecanismo divisor para el tallado de engranaje en fresadora universalEl tallado de engranajes en fresadora universal con mecanismo divisor, prácticamente no se utiliza, sin embargo el fresado de ejes estriados con pocas estrías tales como los palieres de las ruedas de camiones, si se puede hacer en fresadora universal pero con un mecanismo divisor automático y estando también automatizado todo el proceso de movimientos de la fresadora.
Los engranajes normales cilíndricos tanto rectos como helicoidales se mecanizan en talladoras de gran producción y precisión, cada talladora tiene sus constantes y sus transmisiones adecuadas para fabricar el engranaje que se programe. Tipo Liebherr, Hurth, Pfauter, etc.
Los engranajes interiores no se pueden mecanizar en la talladoras universales y para ese tipo de mecanizados se utilizan unas talladoras llamadas mortajadoras por generación, tipo Sykes.
Para los engranajes cónicos hipoides se utilizan máquinas talladoras especiales tipo Gleason.[23]
Para el mecanizado de tornillos sinfín glóbicos se pueden utilizar máquinas especiales tipo Fellows.
Chaflanado y redondeado de dientes [editar]Esta operación se realiza especialmente en los engranajes desplazables de las cajas de velocidad para facilitar el engrane cuando se produce el cambio de velocidad. Hay máquinas y herramientas especiales (Hurth) que realizan esta tarea.[24]
Rectificado de los dientes de los engranajes [editar]El rectificado de los dientes cuando es necesario hacerlo, se realiza después de haber sido endurecida la pieza en un proceso de tratamiento térmico adecuado y se puede realizar por rectificación por generación y rectificación de perfiles o con herramientas CBN repasables o con capa galvanizada.
Los rectificados de engranajes con muelas y de perfiles es una tecnología muy avanzada y ha logrado una capacidad notoria con la utilización de modernas herramientas de corindón aglutinado.[25]
Bruñido
El bruñido de los engranajes se aplica a aquellos que están sometidos a grandes resistencias, por ejemplo el grupo piñón-corona hipoide de las transmisiones de los camiones o tractores. El bruñido genera una geometría final de los dientes de alta calidad en los engranajes que han sido endurecidos, al mismo tiempo que mejora el desprendimiento y las estructuras de las superficies.
Afilado de fresas [editar]Las fresas que se utilizan para tallar engranajes son de perfil constante, lo que significa que admiten un número muy elevado de afilados cuando el filo de corte se ha deteriorado. Existe en el mercado una amplia gama de afiladoras para todos los tipos de herramientas que se utilizan en el mecanizado de los engranajes.[26] La vida útil de las herramientas es uno de los asuntos más significativos con respecto a los costos y a la disponibilidad de producción. Las afiladoras modernas están equipadas, por ejemplo, con accionamientos directos, motores lineares y sistemas digitales de medición.[27]
Técnicas de recorrido del material [editar]En las industrias modernas y automatizadas de mecanizados la técnica de recorrido de material comprende la manipulación automática de piezas de trabajo en los sistemas de producción incluso la carga y descarga de máquinas-herramientas así como el almacenamiento de piezas.
Gestión económica del mecanizado de engranajes [editar]Cuando los ingenieros diseñan una máquina, un equipo o un utensilio, lo hacen mediante el acoplamiento de una serie de componentes de materiales diferentes y que requieren procesos de mecanizado para conseguir las tolerancias de funcionamiento adecuado.
La suma del coste de la materia prima de una pieza, el coste del proceso de mecanizado y el coste de las piezas fabricadas de forma defectuosa constituyen el coste total de una pieza. Desde siempre el desarrollo tecnológico ha tenido como objetivo conseguir la máxima calidad posible de los componentes así como el precio más bajo posible tanto de la materia prima como de los costes de mecanizado.
Para reducir el coste del mecanizado de los engranajes se ha actuado en los siguientes frentes:
Conseguir materiales cada vez mejor mecanizables, materiales que una vez mecanizados en blando son endurecidos mediante tratamientos térmicos que mejoran de forma muy sensible sus prestaciones mecánicas de dureza y resistencia principalmente.
Conseguir herramientas de corte de una calidad extraordinaria que permite aumentar de forma considerable las condiciones tecnológicas del mecanizado, o sea, más revoluciones de la herramienta de corte, más avance de trabajo, y más tiempo de duración de su filo de corte.
Conseguir talladoras de engranajes más robustas, rápidas, precisas y adapatadas a las necesidades de producción que consiguen reducir sensiblemente el tiempo de mecanizado así como conseguir piezas de mayor calidad y tolerancia más estrechas.
Para disminuir el índice de piezas defectuosas se ha conseguido automatizar al máximo el trabajo de las talladoras, construyendo talladoras automáticas muy sofisticadas o guiadas por control numérico que ejecutan un mecanizado de acuerdo a un programa establecido previamente.
Cálculo de engranajes
Afilado de fresas [editar]Las fresas que se utilizan para tallar engranajes son de perfil constante, lo que significa que admiten un número muy elevado de afilados cuando el filo de corte se ha deteriorado. Existe en el mercado una amplia gama de afiladoras para todos los tipos de herramientas que se utilizan en el mecanizado de los engranajes.[26] La vida útil de las herramientas es uno de los asuntos más significativos con respecto a los costos y a la disponibilidad de producción. Las afiladoras modernas están equipadas, por ejemplo, con accionamientos directos, motores lineares y sistemas digitales de medición.[27]
Técnicas de recorrido del material [editar]En las industrias modernas y automatizadas de mecanizados la técnica de recorrido de material comprende la manipulación automática de piezas de trabajo en los sistemas de producción incluso la carga y descarga de máquinas-herramientas así como el almacenamiento de piezas.
Gestión económica del mecanizado de engranajes [editar]Cuando los ingenieros diseñan una máquina, un equipo o un utensilio, lo hacen mediante el acoplamiento de una serie de componentes de materiales diferentes y que requieren procesos de mecanizado para conseguir las tolerancias de funcionamiento adecuado.
La suma del coste de la materia prima de una pieza, el coste del proceso de mecanizado y el coste de las piezas fabricadas de forma defectuosa constituyen el coste total de una pieza. Desde siempre el desarrollo tecnológico ha tenido como objetivo conseguir la máxima calidad posible de los componentes así como el precio más bajo posible tanto de la materia prima como de los costes de mecanizado.
Para reducir el coste del mecanizado de los engranajes se ha actuado en los siguientes frentes:
Conseguir materiales cada vez mejor mecanizables, materiales que una vez mecanizados en blando son endurecidos mediante tratamientos térmicos que mejoran de forma muy sensible sus prestaciones mecánicas de dureza y resistencia principalmente.
Conseguir herramientas de corte de una calidad extraordinaria que permite aumentar de forma considerable las condiciones tecnológicas del mecanizado, o sea, más revoluciones de la herramienta de corte, más avance de trabajo, y más tiempo de duración de su filo de corte.
Conseguir talladoras de engranajes más robustas, rápidas, precisas y adapatadas a las necesidades de producción que consiguen reducir sensiblemente el tiempo de mecanizado así como conseguir piezas de mayor calidad y tolerancia más estrechas.
Para disminuir el índice de piezas defectuosas se ha conseguido automatizar al máximo el trabajo de las talladoras, construyendo talladoras automáticas muy sofisticadas o guiadas por control numérico que ejecutan un mecanizado de acuerdo a un programa establecido previamente.
Cálculo de engranajes
Se llama cálculo de engranajes a las operaciones de diseño y cálculo de la geometría de un engranaje, para su fabricación. Principalmente los diámetros y el perfil del diente. También se consideran los cálculos de las transmisiones cinemáticas que hay que montar en las máquinas talladoras de acuerdo a las características que tenga el engranaje, y que está en función de las características de la máquina talladora que se utilice.
Relaciones de transmisión
Transmisión compuestaHay tres tipos de transmisiones posibles que se establecen mediante engranajes:[28]
Transmisión simple
Transmisión con piñón intermedio o loco
Transmisión compuesta por varios engranajes conocido como tren de engranajes.
La transmisión simple la forman dos ruedas dentadas, el sentido de giro del eje conducido es contrario al sentido de giro del eje motor, y el valor de la relación de transmisión es:
Ecuación general de transmisión:
La transmisión con piñón intermedio o loco está constituida por tres ruedas dentadas, donde la rueda dentada intermedia solamente sirve para invertir el sentido de giro del eje conducido y hacer que gire en el mismo sentido del eje motor. La relación de transmisión es la misma que en la transmisión simple.
La transmisión compuesta se utiliza cuando la relación de transmisión final es muy alta, y no se puede conseguir con una transmisión simple, o cuando la distancia entre ejes es muy grande y sería necesario hacer ruedas dentadas de gran diámetro. La transmisión compuesta consiste en ir intercalando pares de ruedas dentadas unidas entre el eje motor y el eje conducido. Estas ruedas dentadas giran de forma libre en el eje que se alojan pero están unidos de forma solidaria los dos ruedas dentadas de forma que uno de ellos actúa de rueda dentada motora y el otro actúa como rueda denatada conducida. La relación de transmisión de transmisiones compuestas es:
Ecuación general de transmisión:
Tratamiento térmico de los engranajes [editar]Artículo principal: Tratamiento térmico
Los engranajes están sometidos a grandes presiones tanto en la superficie de contacto y por eso el tratamiento que la mayoría de ellos recibe consiste en un tratamiento térmico de cementación o nitruración con lo cual se obtiene una gran dureza en la zona de contacto de los dientes y una tenacidad en el núcleo que evite su rotura por un sobreesfuerzo.
La cementación consiste en efectuar un calentamiento prolongado en un horno de atmósfera controlada y suministrarle carbono hasta que se introduzca en la superficie de las piezas a la profundidad que se desee. Una vez cementada la pieza se la somete a temple, con lo cual se obtiene gran dureza en la capa exterior, ideal para soportar los esfuerzos de fricción a que se someten los engranajes.
Los engranajes que se someten a cementación están fabricados de aceros especiales adecuados para la cementación.
Otra veces el tratamiento térmico que se aplica a los engranajes es el de nitruración, que está basado en la acción que ejercen sobre la superficie exterior de las piezas la acción del carbono y del nitrógeno. La nitruración reduce la velocidad crítica de enfriamiento del acero, alcanzando un mayor grado de dureza una pieza nitrurada y templada que cementada y templada, aun para un mismo tipo de material.
En la actualidad, y particularmente en la industria de la automoción, se están supliendo aceros aleados por aceros más sencillos dadas las grandes ventajas técnicas que ofrece la nitruración (elevadas durezas, regularidades de temple, menos deformaciones...). En los procesos de nitruración se puede obtener capas entre 0.1-0.6mm., siendo las durezas en la periferia del orden de los 60-66 HRC.
La nitruración es un proceso para endurecimiento superficial que consiste en penetrar el nitrógeno en la capa superficial. La dureza y la gran resistencia al desgaste proceden de la formación de los nitruros que forman el nitrógeno y los elementos presentes en los aceros sometido a tratamiento.
A veces hay engranajes que se les aplica un temple por inducción donde el calentamiento es limitado a la zona a tratar y es producido por corrientes alternativas inducidas. Cuando se coloca un cuerpo conductor dentro del campo de una bobina o de un solenoide con corrientes de media o alta frecuencia, el cuerpo es envuelto por una corriente inducida, la cual produce el calentamiento. Para ello se emplea inductores que tienen la forma apropiada de la dentadura que queremos tratar.
La ausencia de todo contacto entre el inductor y la pieza sometida a calentamiento permite la obtención de concentraciones del orden de los 25.000 W cm-2. La velocidad de calentamiento es casi unas 15 veces más rápida que por soplete. Para templar una pieza por inducción será necesario que tenga un espesor por lo menos unas diez veces superior al espesor que se desea templar. El éxito de un buen temple reside en acertar con la frecuencia de corriente de calentamiento, para que ésta produzca una concentración suficiente de corriente inducida en la zona a templar.
El sistema que se emplea en el calentamiento es en dos ciclos. 10.000 ciclos para el calentamiento de la base de los dientes y 375.000 para el calentamiento de la periferia. Después de efectuados los dos calentamientos el engrane es sumergido en agua o aceite en función del tipo de acero que sea.
Una posibilidad que existe para solucionar los problemas que aparecen en los engranajes ha sido el níquel químico. Los depósitos de níquel le confieren a la pieza tratada una buena resistencia a la corrosión, una gran resistencia a la fricción y una gran dureza con ayuda de unos precipitados concretos. El niquelado químico se consigue que las capas sean uniformes, siempre y cuando todas las partes de la pieza estén en contacto con la solución y la composición de esta se mantenga constante, y el espesor de esta capa varía según el tiempo de tratamiento y la composición. Las piezas antes de ser tratadas deben de pasar por otras fases como pueden ser el decapado, ataque, para garantizar su adhesión, y otra cosa a tener en cuenta es que el niquelado químico reproduce en la superficie la rugosidad de la pieza tratada.[29]
Verificación de engranajes
La verificación de engranajes consiste en poder controlar los distintos parámetros que lo definen.
Para medir el espesor cordal se utilizan pie de rey de doble nonio y micrómetros de platillo.
La medición del espesor de los dientes mediante pie de rey de doble nonio, sólo se utiliza por lo general cuando se trata engranajes de módulo grande y mecanizado de desbaste.
Para medir el espesor de engranajes de precisión se utiliza un micrómetro de platillo y se selecciona el número de dientes a abrazar para que el contacto entre los flancos de los dientes y los platillos se produzca en la circunferencia primitiva.
La medición mediante comparadores se utiliza con patrones de puesta a punto para cada operación de control.
La verificación en proyector de perfiles se utiliza para medir sobre la imagen amplificada o verificar utilizando plantillas adecuadas todas las características del engranaje.
La medición de la excentricidad de un engranaje que es el descentramiento del diámetro primitivo respecto al eje de referencia de la pieza, se puede verificar:
Con comparador y varilla calibrada
Por rodadura contra un perfil patrón.
Los engranajes maestros se clasifican en varias calidades de acuerdo con DIN3790 y 58420. Sus dientes una vez mecanizados pasan por un proceso de súper acabado. Durante la medición según este principio los engranajes a controlar se hacen engranar con engranajes maestros.[30]
Lubricación de engranajes
Para medir el espesor cordal se utilizan pie de rey de doble nonio y micrómetros de platillo.
La medición del espesor de los dientes mediante pie de rey de doble nonio, sólo se utiliza por lo general cuando se trata engranajes de módulo grande y mecanizado de desbaste.
Para medir el espesor de engranajes de precisión se utiliza un micrómetro de platillo y se selecciona el número de dientes a abrazar para que el contacto entre los flancos de los dientes y los platillos se produzca en la circunferencia primitiva.
La medición mediante comparadores se utiliza con patrones de puesta a punto para cada operación de control.
La verificación en proyector de perfiles se utiliza para medir sobre la imagen amplificada o verificar utilizando plantillas adecuadas todas las características del engranaje.
La medición de la excentricidad de un engranaje que es el descentramiento del diámetro primitivo respecto al eje de referencia de la pieza, se puede verificar:
Con comparador y varilla calibrada
Por rodadura contra un perfil patrón.
Los engranajes maestros se clasifican en varias calidades de acuerdo con DIN3790 y 58420. Sus dientes una vez mecanizados pasan por un proceso de súper acabado. Durante la medición según este principio los engranajes a controlar se hacen engranar con engranajes maestros.[30]
Lubricación de engranajes
Las transmisiones por engranajes principalmente las que están sometidas a un gran esfuerzo y funcionamiento de gran velocidad tienen que tener el lubricante adecuado para poder contribuir a conservar sus propiedades mecánicas durante el uso:[31]
La clasificación de los lubricantes de transmisión de uso industrial se realiza según diferentes criterios:[32]
Especificaciones técnicas de los lubricantes [editar]Las especificaciones de los lubricantes de transmisión difieren ligeramente según el ente que las haya emitido.
En Europa las especificaciones más conocidas son las que la norma DIN 51517 define como LUBRICANTES tipo CLP. A los propósitos de esta norma, LUBRICANTES CLP son aquellos basados en aceite mineral incluyendo aditivos diseñados para aumentar las propiedades anticorrosivas (Símbolo C), aumentar la resistencia al envejecimiento (Símbolo L), y disminuir el desgaste (Símbolo P)". Esta norma define las viscosidades para los grados ISO 68, 100, 150, 220, 380, 460, y 680.
Elección del lubricante y su viscosidad más adecuada [editar]El primer indicador del lubricante a utilizar en un determinado equipo debe ser siempre la recomendación del fabricante que lo ha diseñado y conoce sus necesidades. La elección de la adecuada viscosidad para un sistema de engranajes de dientes rectos o helicoidales es dependiente de
potencia expresada en kW o HP
reducciones múltiples o simples
velocidad expresada en rpm
tipo de lubricación (circulación o salpicado)
Mantenimiento preventivo de las transmisiones [editar]El cambio de lubricantes y el mentenimiento de los niveles en las cajas de transmisiones por engranajes forma parte del mantenimiento preventivo que hay que realizar a todo tipo de máquinas después de un periodo de funcionamiento. Este mantenimiento puede tener una frecuencia en horas de funcionamiento, en kilómetros recorridos o en tiempo cronológico, semanal, mensualmente o anualmente.
Deterioro y fallo de los engranajes
Muestra animada de una rotura por fatiga.Como todo elemento técnico el primer fallo que puede tener un engranaje es que no haya sido calculado con los parámetros dimensionales y de resistencia adecuada, con lo cual no es capaz de soportar el esfuerzo al que está sometido y se deteriora o rompe con rapidez.
El segundo fallo que puede tener un engranaje es que el material con el que ha sido fabricado no reúne las especificaciones técnicas adecuadas principalmente las de resistencia y tenacidad.
También puede ser causa de deterioro o rotura si el engranaje no se ha fabricado con las cotas y tolerancias requeridas o no ha sido montado y ajustado en la forma adecuada.
Igualmente se puede originar el deterioro prematuro de un engranaje es que no se le haya efectuado el mantenimiento adecuado con los lubricantes que le sean propios de acuerdo a las condiciones de funcionamiento que tenga
Otra causa de deterioro es que por un sobresfuerzo del mecanismo se superen los límites de resistencia del engranaje
La capacidad de transmisión de un engranaje viene limitada:
Por el calor generado, (calentamiento)
Fallo de los dientes por rotura ( sobreesfuerzo súbito y seco)
Fallo por fatiga en la superficie de los dientes (lubricación deficiente y dureza inadecuada)
Ruido como resultante de vibraciones a altas velocidades y cargas fuertes.
Los deterioros o fallas que surgen en los engranajes están relacionadas con problemas existentes en los dientes, en el eje, o una combinación de ambos. Las fallas relacionadas con los dientes pueden tener su origen en sobrecargas, desgaste y grietas, y las fallas relacionadas con el eje pueden deberse a la desalineación o desequilibrado del mismo produciendo vibraciones y ruidos.
viernes, 4 de abril de 2008
LECTURA DE VISTAS
Las funciones mas importantes de el dibujo tecnico es transmitir informacion.esta informacion deve ser completa tanto en la descripcion de la forma como en la incicacion de la dimencion de cada uno de los detalles.en este tema nos preocuparemos por estudiar los distintos sistemas de la descripcion de la forma de un cuerpo.
Al observar un objeto con los ojos nos damos una idea de su forma y dimencion, ya que se ven varias de susu caras delimitadas por la luz y la sombra ,propia o ajena ,que reciben .En el dibujo tecnico sentar objetos con vicion biocular,se presentan siempre como si se vieran con un solo ojo.vicion nocular
Supongamos que se pone un plano de lante o de tras de un objeto, este plano se llama plano de proyeccion o plano de el dibujo.La intercepcion de todas las visuales dirijidas desde el ojo del observador .
todo dibujo tomado de esta forma se llama "perspertiva conica" y la proyeccion utilizada se llama "proyeccion conica o central " . En dibujo tecnico se emplea para travajos ilustrados,donde es mas importante la forma que la dimencion real, el sistema que estudia estas proyecciones se llama "sistema conico" .
supongamos que el observador se va alejando de el objeto o de el punto o del plano deproyeccion hasta llegar a una distancia en teoria infinita. En este caso los rayos proyectantes son paralelos y segun la direccion o posicion de estos rayos, estos pueden llegar ser oblicuos o perpendiculares al plano de proyeccion . Tenemos asi la proyeccion cilincrica oblicua y la proyeccion cilindrica ortogonal de un objeto.
REPRESENTACION DE UN OBJETO MEDIANTE PROYECIONES ORTOGONALES. VISTAS NORMALIZADAS
La proyeccion ortogonal sobre un plano de proyeccion vertical nos define unicamente la forma de el objeto vista de frente .En general, esta proyeccion no es suficiente para representar el objeto; se necesitan pues ,otras proyecciones sobre otros planos .Estos planos se suponen las caras de un paralelopipedo circunscrito a la pieso y son , por lo tanto, perpendiculares dos a dos.
las proyecciones de el cuerpo sobre cada uno de estos seis planos constituyen las "vistas" de el cuerpo.
ELIMINACION Y SELECCION DE VISTAS
Por lo generlal .no son nesesarias las seis vistas de un objeto para de finirlo.En la practica solo se dibujan las vistas necesarias. La seleccion de estas vistas requiere un estudio cuidadoso de el objeto.En generla ,deven prevalecer criterios de simplicidad y claridad escogiendo vistas en las que se eviten ,en cuanto sea posible, las lineas de contorno aparente oculto. Ecepto en el caso de piezas ampliadas de forma irergular , solamente se nesecita dibujar el alzado, la planta y un perfil.En caso de piezas simples, a menudo son suficinetes los dibujos de una o de dos vistas .
DIBUJOS DE UNA VISTA
Enn los dibujos de un a vista , la tercera dimecion se puede indicar por una nota o por un simbolo de diametro o de cuadro, o por una leyenda explicativa.Las secciones cuadradasse pueden indicarme duiante laas diagonales trazadas don linea continua fina ,tanto si la cara es parlela al plano de el dibujo como si es inclinada.
VISTAS PARTICULARES
Los cuerpos simetricos se representan don una semi-vista e incluso con un cuarto de vista.
Las vistas particulares muestran unicamente una porcin limitada de un objeto y se deven utilizar cuando resulten nesesarias para aclarar esa porcion de el objeto.Con estas vistas se evita el excesivo numero de lineas ocultas
VISTAS AMPLIADAS
Para indicara con claridad un pequeño detalle de un cuerpo se itilizan las vistas ampliadas, estas vistas de ven orientarse en lña misma direccion que la vista principal indicando la escala de ampliacion.
VISTAS PARTICULARES
Hay ocaciones en que se tienen quje variar la regla general que d etermina las posiciones relativas de las vistas: alzado, planta perfil, etc.,por otras especiales , para que asi podamos interpretar por completo la pieza.A estas vistas se les llama "vistas particulares" o "vistas auxiliares".
cuando una vista no queda determinada en algunmo de sus seis sentidos, o si la pocicion no esta de acuerdo con el metodo adoptado (europeo o americano) la direccion de observacion se indica son una flecha y una letra (la plecha mayor que la cota, yla letra mayor que los numeros de cota).
VISTAS AUXILIARES
Las vistas auxiliares seem plean cuando la pieza tiene partes oblicuas a los palnos de proyeccion
Se obtiene asi , por medio de un caqmbio de palno o de un giro , una nueva proyeccionortogonal que permite una mayor claridad y rapidez de interpretacion de el dibujo. las vistas auxiliares pueden ser SIMPLES o DOBLES
a) Vistas auxiliares simples .
la vistas auxiliar simple se emplea para tener la verdadera forma de uan cara o superficioe que esta en un plano proyectante, es decir, perpendicular a uno de los planos de proyeccion y oblicuo a los otros dos.
Como en la viosta auxiliatr solo aparece en verdadera magnitud la cara interezada , el resto de la pieza aparecera d eformada , por lo que no se dibuja.tambien puede prescindirse en las vistas normales de las caras o superficies que ya estas definidas en las vistas auxiliares.
b) Vistas auxiliares dobles .
se emplean para obtener y de finir la verdadera magnitud de la superficies o caras exterior de piezas , que estan en polanos oblicuos respecto a todos los de proyeccion.
para dibujarla es preciso hacer previamente una vista auxiliar simple y de esta obtener la auxiliar dioble, es decir, hay que hacer dos cambios de plano.
Marcha a seguir:
1. se eligen los planos d eproyeccion y se dibujan las vistas normales
2. se proyecta la pieza sobre una plano proyectanbte auxiliar,oeroendicular a la cara en cuaestion y a uno de los planos del sisitema principal. la cara aparece segun una linea.
3.se proyecta nuevamente sobre otro plano proyectante que sea parlelo a al cara que deseemos ver en verdadera forma.
4.las vistas normales o principales y la auxiliares aveces no son mas que vistas parciales por ello convienen dibujar, el menos, una vista completa de al pieza.
VISTAS CONVENCIONALES
Por comvenconales se acordo ahcer cierto tipo de presentacions , de forma que simplifiquen las vistas
Tomado de el libro de dibujo tecnico -Angela Gutierers Vaes
Alemno : Rahul Guevara Pulido
Al observar un objeto con los ojos nos damos una idea de su forma y dimencion, ya que se ven varias de susu caras delimitadas por la luz y la sombra ,propia o ajena ,que reciben .En el dibujo tecnico sentar objetos con vicion biocular,se presentan siempre como si se vieran con un solo ojo.vicion nocular
Supongamos que se pone un plano de lante o de tras de un objeto, este plano se llama plano de proyeccion o plano de el dibujo.La intercepcion de todas las visuales dirijidas desde el ojo del observador .
todo dibujo tomado de esta forma se llama "perspertiva conica" y la proyeccion utilizada se llama "proyeccion conica o central " . En dibujo tecnico se emplea para travajos ilustrados,donde es mas importante la forma que la dimencion real, el sistema que estudia estas proyecciones se llama "sistema conico" .
supongamos que el observador se va alejando de el objeto o de el punto o del plano deproyeccion hasta llegar a una distancia en teoria infinita. En este caso los rayos proyectantes son paralelos y segun la direccion o posicion de estos rayos, estos pueden llegar ser oblicuos o perpendiculares al plano de proyeccion . Tenemos asi la proyeccion cilincrica oblicua y la proyeccion cilindrica ortogonal de un objeto.
REPRESENTACION DE UN OBJETO MEDIANTE PROYECIONES ORTOGONALES. VISTAS NORMALIZADAS
La proyeccion ortogonal sobre un plano de proyeccion vertical nos define unicamente la forma de el objeto vista de frente .En general, esta proyeccion no es suficiente para representar el objeto; se necesitan pues ,otras proyecciones sobre otros planos .Estos planos se suponen las caras de un paralelopipedo circunscrito a la pieso y son , por lo tanto, perpendiculares dos a dos.
las proyecciones de el cuerpo sobre cada uno de estos seis planos constituyen las "vistas" de el cuerpo.
ELIMINACION Y SELECCION DE VISTAS
Por lo generlal .no son nesesarias las seis vistas de un objeto para de finirlo.En la practica solo se dibujan las vistas necesarias. La seleccion de estas vistas requiere un estudio cuidadoso de el objeto.En generla ,deven prevalecer criterios de simplicidad y claridad escogiendo vistas en las que se eviten ,en cuanto sea posible, las lineas de contorno aparente oculto. Ecepto en el caso de piezas ampliadas de forma irergular , solamente se nesecita dibujar el alzado, la planta y un perfil.En caso de piezas simples, a menudo son suficinetes los dibujos de una o de dos vistas .
DIBUJOS DE UNA VISTA
Enn los dibujos de un a vista , la tercera dimecion se puede indicar por una nota o por un simbolo de diametro o de cuadro, o por una leyenda explicativa.Las secciones cuadradasse pueden indicarme duiante laas diagonales trazadas don linea continua fina ,tanto si la cara es parlela al plano de el dibujo como si es inclinada.
VISTAS PARTICULARES
Los cuerpos simetricos se representan don una semi-vista e incluso con un cuarto de vista.
Las vistas particulares muestran unicamente una porcin limitada de un objeto y se deven utilizar cuando resulten nesesarias para aclarar esa porcion de el objeto.Con estas vistas se evita el excesivo numero de lineas ocultas
VISTAS AMPLIADAS
Para indicara con claridad un pequeño detalle de un cuerpo se itilizan las vistas ampliadas, estas vistas de ven orientarse en lña misma direccion que la vista principal indicando la escala de ampliacion.
VISTAS PARTICULARES
Hay ocaciones en que se tienen quje variar la regla general que d etermina las posiciones relativas de las vistas: alzado, planta perfil, etc.,por otras especiales , para que asi podamos interpretar por completo la pieza.A estas vistas se les llama "vistas particulares" o "vistas auxiliares".
cuando una vista no queda determinada en algunmo de sus seis sentidos, o si la pocicion no esta de acuerdo con el metodo adoptado (europeo o americano) la direccion de observacion se indica son una flecha y una letra (la plecha mayor que la cota, yla letra mayor que los numeros de cota).
VISTAS AUXILIARES
Las vistas auxiliares seem plean cuando la pieza tiene partes oblicuas a los palnos de proyeccion
Se obtiene asi , por medio de un caqmbio de palno o de un giro , una nueva proyeccionortogonal que permite una mayor claridad y rapidez de interpretacion de el dibujo. las vistas auxiliares pueden ser SIMPLES o DOBLES
a) Vistas auxiliares simples .
la vistas auxiliar simple se emplea para tener la verdadera forma de uan cara o superficioe que esta en un plano proyectante, es decir, perpendicular a uno de los planos de proyeccion y oblicuo a los otros dos.
Como en la viosta auxiliatr solo aparece en verdadera magnitud la cara interezada , el resto de la pieza aparecera d eformada , por lo que no se dibuja.tambien puede prescindirse en las vistas normales de las caras o superficies que ya estas definidas en las vistas auxiliares.
b) Vistas auxiliares dobles .
se emplean para obtener y de finir la verdadera magnitud de la superficies o caras exterior de piezas , que estan en polanos oblicuos respecto a todos los de proyeccion.
para dibujarla es preciso hacer previamente una vista auxiliar simple y de esta obtener la auxiliar dioble, es decir, hay que hacer dos cambios de plano.
Marcha a seguir:
1. se eligen los planos d eproyeccion y se dibujan las vistas normales
2. se proyecta la pieza sobre una plano proyectanbte auxiliar,oeroendicular a la cara en cuaestion y a uno de los planos del sisitema principal. la cara aparece segun una linea.
3.se proyecta nuevamente sobre otro plano proyectante que sea parlelo a al cara que deseemos ver en verdadera forma.
4.las vistas normales o principales y la auxiliares aveces no son mas que vistas parciales por ello convienen dibujar, el menos, una vista completa de al pieza.
VISTAS CONVENCIONALES
Por comvenconales se acordo ahcer cierto tipo de presentacions , de forma que simplifiquen las vistas
Tomado de el libro de dibujo tecnico -Angela Gutierers Vaes
Alemno : Rahul Guevara Pulido
Suscribirse a:
Comentarios (Atom)